



Team Cross FAは10月4日、東京都内で年次セミナー「Smart Factoryセミナー2019~スマートファクトリー構築の実例と進め方~」を開催した(運営:株式会社FAプロダクツ、株式会社電通国際情報サービス)。
レポート1では、スマートファクトリーをワンストップで提供する企業コンソーシアム「Team Cross FA(チームクロスエフエー)」が描くスマートファクトリーの進め方について、FAプロダクツ 代表取締役社長の貴田義和氏ならびに株式会社オフィス エフエイ・コム 代表取締役社長の飯野英城氏の講演の内容を紹介した。本稿では、ものづくり企業2社によるスマートファクトリー化の実例について紹介していく。
【実例1】梶製作所~シミュレーションソフトを活用し、最適な生産計画を立案
実例紹介のセッションでは、株式会社梶製作所 代表取締役専務の梶司郎氏(かじしろう、トップ写真・左)が登壇し、IoTを活用した稼働監視と生産シミュレーションの2種類の取り組みについて紹介した。
カジグループは石川県に本社を構えるものづくり企業だ。マシナリー事業と繊維事業を手がけ、それぞれの事業ごとに複数のグループ企業を持つ。グループ全体でインドネシアと中国に子会社があり、社員は日本で約270名、海外で約170名だ。その中で梶製作所(社員:73名)はマシナリー事業を担い、繊維業界向けの設備機械の製造に加えて、織機用の長尺ロール/シャフトや自動車関連部品の金属加工事業も行っている。
スマートファクトリー化を進めることになった背景について、梶氏は次のように述べた
「2008年のリーマンショックまでは、機械を動かせば動かすほど収益が得られた。生産ラインの段取り替えも必要なかった。しかしリーマンショックからは状況が大きく変わった。ある年は従来の半分まで受注が落ちた。また、多品種少量生産の傾向が強まり、利益が出しにくくなってきた」(梶氏)
そうした苦しい状況を打開するために、まずは工場内の設備の稼働状態などを見える化し、現状を把握することが重要だと梶氏は考えた。世間では「IoT」や「スマートファクトリー」という言葉が登場してきている中、梶氏は、信号灯から設備の稼働状況を見える化できるという情報を得て、自社で導入してみた。しかし、結果はよくなかった。
「準備期間に7か月、導入コストは約200万円をかけたが、それに見合う結果は出なかった。なぜなら、そのシステムでは設備の稼働/停止時間しか得られず、停止要因がわからなかった。大量生産の企業ならそれだけのデータだけでも機能するかもしれないが、多品種少量生産の弊社ではもっと細かいデータが欲しかった」(梶氏)
その後、梶氏は低コストかつ信頼できるデータの収集が可能なソリューションを求めて、展示会などに足を運んだ。その過程でFAプロダクツを知り、代表取締役社長の貴田氏と面談する機会を得た。その結果、工作機械32台に対して、ニーズに合ったシステムを500万円以下で1か月あれば導入できるという回答を受け、梶氏は即断した。また、その際には石川県の支援事業「AI・IoTを活用した業務効率化・省力支援事業補助金」(2018年度)の制度を活用した。
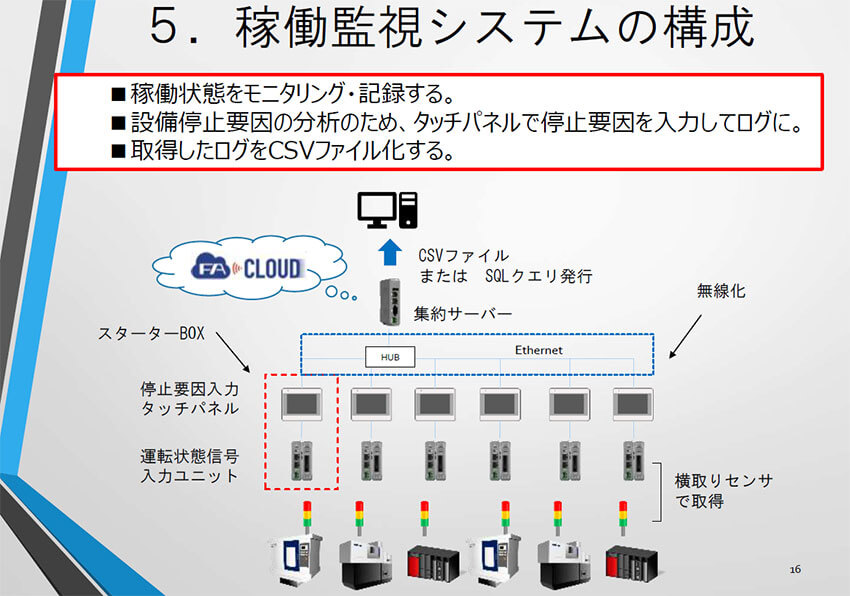
具体的には、FAプロダクツが提供する「稼働監視パッケージ」を選定した。加工事業で用いる工作機械32台の信号灯に「横取りセンサ」を装着し、稼働状況のデータを無線通信を通して社内のサーバーに集約するとともに、機械に設置したタッチパネルに停止要因を記入し、データを分析した。その結果、機械の停止要因が浮き彫りになった。1年あれば初期投資をペイできるほどの生産性の向上を見込んでいるという。

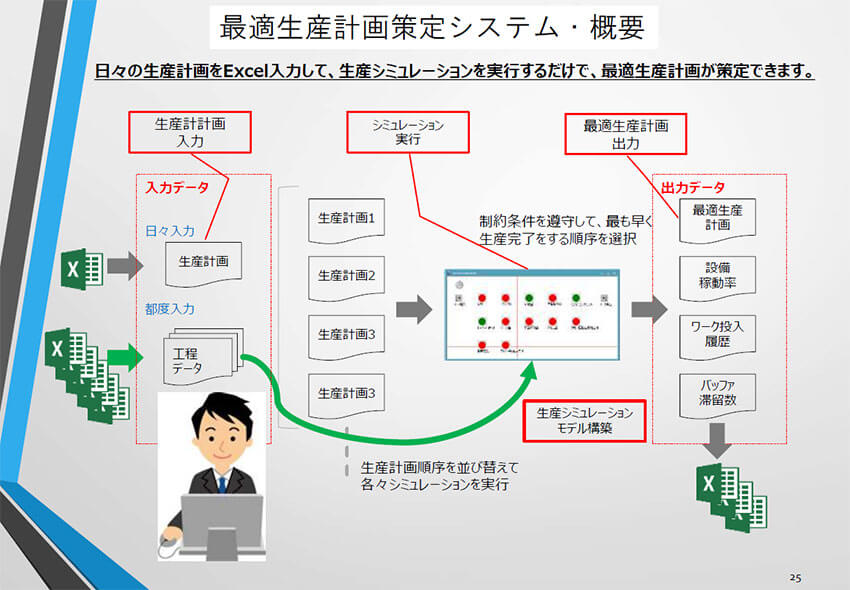
また、先述の稼働監視システムに加えて、「生産シミュレータ」の導入も行った。「これまで生産計画はすべて担当者の経験と感覚で作成していた。これでは、多品種少量生産や短納期の要求には対応できない。そこであらかじめ生産計画のシミュレーションを行い、最適な生産ラインを計画した」と梶氏は述べた。
生産シミュレータを用いると、何ができるのか。たとえば250個の製品をつくる際、作成した生産計画をインプットすると「納期遅れが74時間」といった結果が出力され、当初の生産計画が最適かどうかを調べることができる。そこで、エクセルファイルに工程情報や段取り替えの情報、製品別の加工時間などをソフトウェアにインプットすると、そのデータをもとにソフトウェアが最適化を行い、最適な生産計画(250個の製品をつくるのに納期遅れが発生しない生産計画)を打ち出してくれるのだ。
最適化には、「遺伝的アルゴリズム」が用いられている。遺伝的アルゴリズムとは、生物の進化の過程を模してつくったアルゴリズムで、様々な可能性を演算し、「良い答え」同士をかけあわせることで最適解へと近づけていく方法である。
実際に会場ではFAプロダクツ Smart Factory 事業部の谷口真一氏が生産シミュレータのデモンストレーションを行ったが、計算は一瞬で終わった。「多品種少量生産の企業では生産計画はとても重要だ。複雑な生産スケジュールを人の頭で考えるのは限界があるが、コンピュータのアルゴリズムを使えば、一瞬で最適解を計算してくれる」と谷口氏は述べた。

梶氏は今回の取り組みについて、「(スマートファクトリー化は)順序立てて着実に進めていくことが重要。特に、梶製作所のスタイルに合った稼働監視システムや生産シミュレータを用いることがポイントだった」と振り返った。
また、今後にむけては、「FA Cloud(FAプロダクツが提供するクラウド型IoTプラットフォーム)を使って稼働状態を誰でもスマートフォンで確認できるシステムや予知保全にも取り組みたい。そして、弊社のすべての工場だけでなく、機械メーカーとして繊維業界のお客様にもスマートファクトリーのしくみを導入していきたい」と語った。
【実例2】西部技研~スマートファクトリーを新設、グランドデザインから詳細設計まで
続いて、株式会社西部技研 第一工場 工場長マネージャーの松尾幸司氏(まつおこうじ、トップ写真・右)が登壇し、Team Cross FAと進める新工場建設プロジェクトについて紹介した。
西部技研は福岡県古賀市に本社を構えるものづくり企業だ(社員数:約320名)。ハニカムローターを用いた空調設備や、食品工場や製薬工場向けの除湿器、オフィスビル、工場、学校向けの全熱交換器を製造している。中国、アメリカ、スウェーデンに子会社を構え、世界40か国以上に販売実績を持ち、売上の40%以上は海外だ。
同社の課題は、幸いにも売上が急増していることにあった。「ここ数年で売上は倍増した。しかし、それに応じた人材の確保ができていない」と松尾氏は述べた。
その背景の一つとして、「環境問題」について松尾氏は言及した。同社は空調設備やVOC(揮発性有機化合物)濃縮器など、大気汚染の解決に必要な製品群を数多く製造している。たとえば最近、大気汚染対策が課題となっている中国で同社のVOC濃縮装置の採用が決定し、これからさらなる需要増加が見込まれるという。
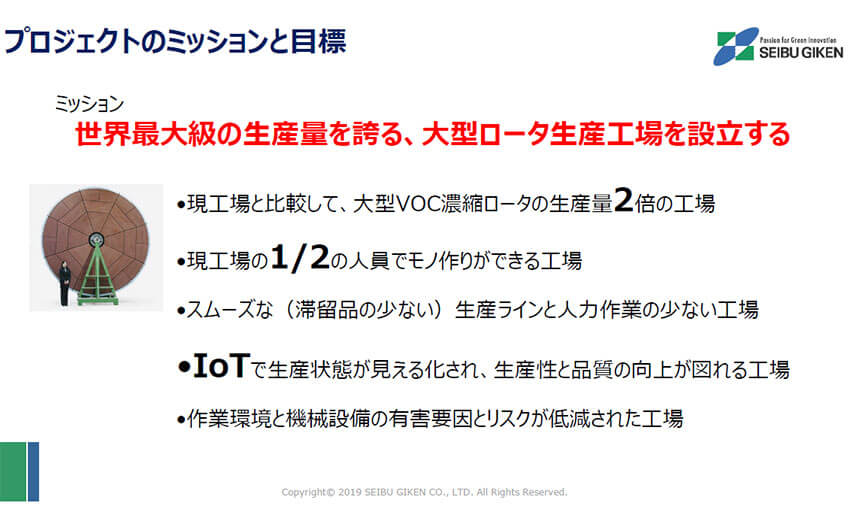
こうした背景から、既存の製造能力や人員では需要に対応することが不可能な状況であり、生産性の向上が喫緊の課題となっている。そこで、同社が進めたアプローチの一つがスマートファクトリーだった。同社は今、「世界最大級の生産量を誇る、大型ロータ(VOC濃縮ロータ)生産工場を設立する」というプロジェクトを進めている。その工場では、生産量は既存工場の2倍、人員は2分の1が目標だ(つまり、生産効率は4倍)。この新工場のプロジェクトの責任者を担っているのが松尾氏だ。

松尾氏は当初、同社の設備のほとんどが自社製であることから、ITシステムも自社でつくろうと考えた。しかし、経営陣からは「革新的なシステム」との指示があり、自社ではなくパートナー企業を探す方針へ舵を切った。
松尾氏らが考えたパートナー企業の条件は、全体的な構想から設備導入まで一貫して協働できること、同社が手がけるような専用機にも対応できること、そして予算だ。松尾氏はまず、「スマートファクトリー」などのキーワードをGoogle検索するなどして、パートナー企業を地道に探した。実際に企業と商談の機会を重ねながら半年から一年は探したが、「予算に合わない」などの理由から適したパートナー企業が見つからなかった。そこであるとき、「オートメーション新聞」の紹介を通じて、Team Cross FAに出会ったという。
商談は成立し、Team Cross FAが提案する4つのPHASE(※)に従ってスマートファクトリー計画を進めた。まずは「グランドデザイン」の立案に着手。AGVを使ったフレキシブルな工程設計(ロボット型デジタルジョブショップ)や最新のIoT機器システム構成、ORiN(オライン)を活用したMESとの連携システムといった「グランドデザイン」が決まると、構想設計、工程設計へと進んだ。
※Team Cross FAによるスマートファクトリーの進め方
- PHASE1:グランドデザイン:Smart化目的、コンセプト決定、各機能レベル、予算感
- PHASE2:全体分析・構想:現状分析、ロボット・IT構想、シミュレーション
- PHASE3:Digital Factory:各種デジタルシミュレーション、工場コックピット、物流定義
- PHASE4:Real Factory:自動化システム、物流システム、工場コックピット
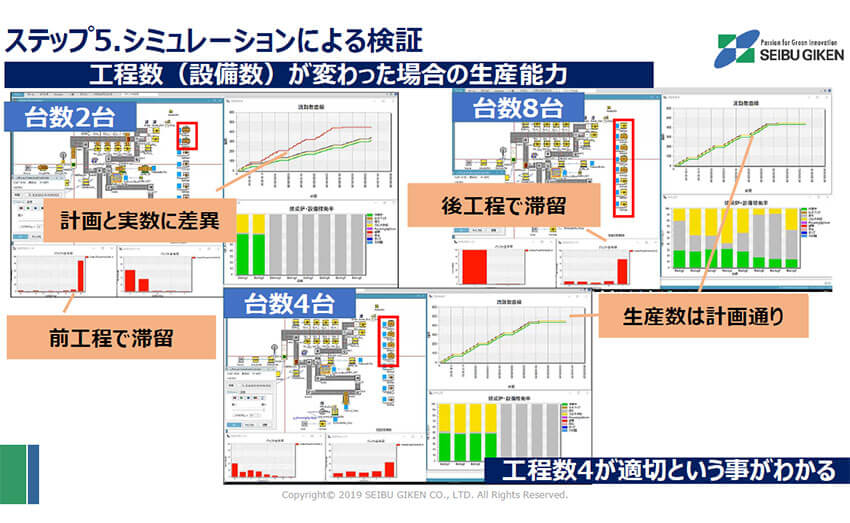
松尾氏は、工程設計で行ったシミュレーションにとても驚いたという。「最初、説明を受けただけでは理解できなかったが、実際にシミュレーションを行っているのを見るとわかりやすく、その意義がわかった」(松尾氏)。たとえば、設備(焼成炉)の台数が変わった場合の生産能力をシミュレーションした。専用のソフトウェアを用いてシミュレーションを行うと、設備が2台だと足りないが、8台だと多すぎるということがわかる。最終的には4台が最適であることがわかり、現在は詳細設計へと移行している(下の画像)。
松尾氏は今回の取り組みについて、「弊社は手作業の工程が多いため、現状把握に時間がかかったのが反省点だ。自動化は言葉や数字にできないと不可能であり、見える化はとても重要なステップだ。シミュレーションはとても魅力的だった。弊社の担当者だけで考えてもわからないことが、何度もシミュレーションすることで見えてくる。また、このシミュレーションの結果は、社内で経営層向けに行うプレゼンテーションでも効果的だった」と振り返った。

西部技研のスマートファクトリー新設計画はまだ道半ばにある。今後は、今回検証中の設備/システム自体の増設(4ラインの計画で、現在は1ライン)に加えて、IoTシステムの導入なども進めていくという。新工場は、福岡県の宗像市に2020年以内に竣工予定だ。