


第四次産業革命や国内の人材不足の深刻化にともない、日本の製造業における「デジタル化」の取り組みが注目を集めている。ただ、ものづくりの現場はつくる製品や会社規模によって状況がさまざまであり、デジタル化の目的や使いどころは一概に語れるものではない。
株式会社今野製作所(東京都足立区)は、板金加工や油圧機器のものづくりを手がける社員数36名の町工場だ。同社は2010年から業務の見える化や生産管理システムの自社開発などに取り組み、社内変革を実践してきた。
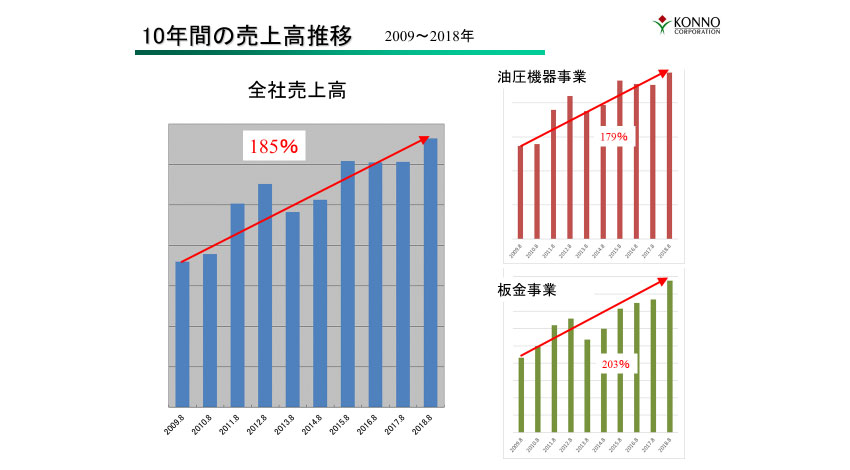
その地道な活動の成果が実り、昨年は過去10年で最高額の売上を達成 。また、「中小企業IT経営力大賞」(経産省、2012)、「つながるものづくりアワード2016」(IVI、2016)、「地域未来牽引企業」(経産省、2018)といった多くの賞を受賞し、2018年度「ものづくり白書」では中小製造業におけるIT活用の先進事例として紹介されている。
このほど同社を訪問し、今野製作所がどのようにデジタル化を進めてきたのか。その歴史を追った。
1. きっかけは2008年のリーマンショック
今野製作所は1961年に東京都北区で創業。板金加工を軸に、主に医療理化学の分野で使われるステンレス製品を手がけてきた。一方、1976年には油圧爪つきジャッキ「EAGLE」の販売を開始。5~10トンのモノを簡単に持ち上げることができるEAGLEは主に工作機械の搬入時などで使われる他、文化財や鉄道の保守メンテなど利用シーンは幅広い。国内シェアは現在7割を占める。


油圧機器と板金加工の2つの事業を柱に順調に売上をのばしてきた同社だが、やがて危機が訪れる。2008年のリーマンショックだ。とくに定番品の油圧機器が大ダメージを受け、2009年の売上は45%も落ち込んだ。
そこで、今野浩好社長(2代目)は方針を変えた。油圧機器事業の「特注品」に力を入れ、もともと個別受注生産だった板金事業との相乗効果を狙ったのだ。油圧機器に多くの経営資源を割いたこともあり、量産を基本とする板金の主流からは「とりのこされた」という思いがあった今野社長。しかし、「匠の技」を駆使し、多品種少量生産でオーダーメイド品に対応する「一品料理」のものづくりは今野製作所の強みだった。その強みを活かし、信頼性の高い製品をつくる方向に舵を切ったのだ。
ホームページもつくりかえ、「個別ニーズに対応します」と積極的に提案営業を続けた。すると、ニーズはあちこちで見つかり、仕事は増えた。個別ニーズ対応の戦略はうまくいったように見えた。しかし、今度はまったく予期していなかった問題が起きた。2010年頃になり、とたんに忙しくなってきたのだ。売上がのびているわけでもないのに、社員が毎日のように遅くまで残業をしている。「最初は何が起きているのかわかりませんでした」と今野社長は振り返る。


発端は、特注品の対応が増えたことにあった。特注品の場合、決まった作業を繰り返すだけではないので、業務は複雑になる。そのうえ、見積もりの回数も増えるため、マスター登録していない製品がたくさんあり、出荷はしているのに伝票が発行されておらず、顧客から「請求書はいつくるの?」と言われる事態に何度も見舞われた。
また、今野製作所は本社工場、大阪営業所、福島工場と事業所が3つに分かれている。もし、すべての社員が同じ場所にいれば、ヒト対ヒトですぐに解決できることもあるかもしれない。しかし、離れているために事態は収拾しにくかった。さらに、ちょうど人が入れ替わるタイミングも重なり、混沌とした状況が続いた。
「このままだと会社はつぶれてしまうかもしれない」。途方にくれた今野社長はある日、知人の中小企業診断士やITコーディネーターに会社の現状を打ち明けた。そこで、紹介されたのが「バリューチェーンプロセス協議会(VCPC)」だった。
2. VCPCと業務プロセスの見える化に着手
VCPCは日本企業のバリューチェーンを「プロセス志向」で改革することを目指す人たちが有志で集まり、活動するNPO法人だ。そのVCPCが提唱する「プロセス参照モデル」はレベル1~4までの階層ごとにビジネスプロセスの調査や分析を行う手法である。この手法を用い、「業務の見える化」を行えば、今野製作所の混沌とした業務状況を改善できるかもしれない。今野社長は決断した。
「月1回、専門家の方と会議を行い、それぞれの業務で何が問題になっているのか、『プロセス参照モデル』に沿って課題の洗い出しをしました。また、社員には専門家の方から個別にヒアリングを行いました。そうした活動を1年かけて徹底的にやりました」(今野社長)


最初のターゲットは営業だった。営業は、顧客から要件を聞き出し、案件が走り出すスタートの部分だ。ところが、「業務の見える化」を進めていくと、そのスタートが既におかしいことがわかった。
たとえば、顧客から受注が決まり、設計がすでに走り出しているのに、その商品の製造に必要な部品の手配がされていないということが多々あった。突き詰めていくと、「営業マンが一人でやっていた」ことに原因が絞られてきた。
設計も同じだった。顧客から要件を聞いて構想設計を返す段階、原価の積算、見積もりの外注といった、本来の業務ではない場面で設計担当者の名前が何度も出てきたのだ。「驚いたのは、わざわざ福島工場に出張して自分で製造までしている社員がいたことです。どおりで忙しいわけです(笑)」と今野社長は振り返る。
3. 「Contexer」で生産管理システムを自社開発
「業務の見える化」で課題を特定したあとは、ITシステムを活用し、互いに情報共有しながらチームで業務をこなせるしくみをつくろうと今野社長は考えた。しかし、システムをまるごと導入するのはお金がかかる。「当時の経済力では無理でした」(今野社長)。
そこで、当時発売したばかりだったサイボウズのクラウドサービス「kintone」を使い、業務アプリを作成していくことにした。最初は営業の「案件管理」。それまで、「価格の決め方」は営業マンの頭の中にしかなかった。そこで、納期の条件や運賃、予算、他社の置き換え/新規といった情報をシステムに入力することで、誰でも閲覧できるようにした。
次に取り組んだのが「アフターサービス」だ。顧客から工場に製品が返ってくる場合、それはクレームか修理依頼のいずれかである。ただ、かつての今野製作所ではそれがどちらなのかわからなかった。ただ、ある日とつぜん使い古された油圧ジャッキが福島工場に送られてくる。社内で聞いても誰もわからず、大阪の営業マンだけがそれを知っている。そういうことが頻繁にあったのだ。

設計部門では並行して3DCADソフト(コンピュータを用いた3次元の設計支援ツール)の導入を本格化。設計データを共有し、「〇〇の製品は××さんしか設計できない」という状況をなくしていった。最近では構造解析ソフトや板金加工のシミュレーションツール、3DCADデータで製品情報の管理および他システムとデータ連携できるPDM(Product Data Management)のしくみも導入した。
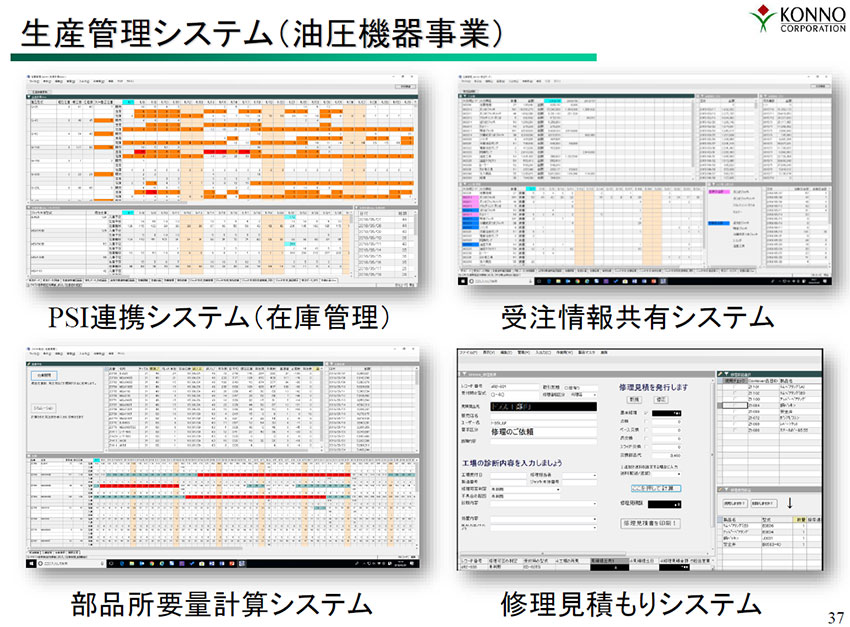
一方、Kintoneのような汎用的なしくみを使うだけではなく、生産管理システムの自社開発も、ほぼ同時期の2011年に始めた。具体的には、法政大学教授/IVI理事長の西岡靖之氏によって開発された情報連携ツール「Contexer」を活用し、受注・購買・生産・出荷の一連のサプライチェーンをつなげる生産管理システムを独自開発することを目指したのだ。
当時「IT担当者」はいなかったが、社長自らと、ものづくり技術者として採用した新入社員の二人が、同教授のもとで生産システム構築手法を学んだ。
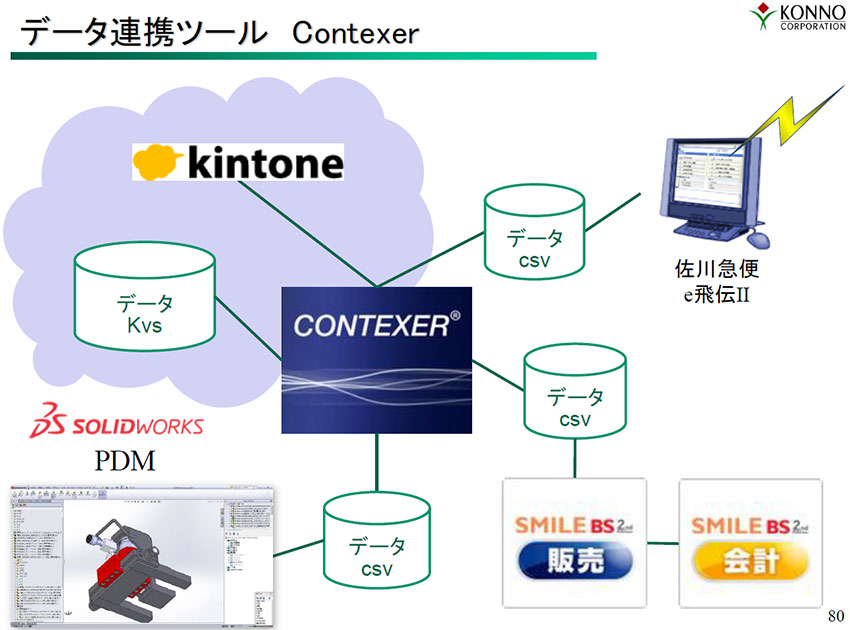
最近では、前述のPDMとContexerの連携に着手。PDMにあるCADの部品構成データをContexerにつなげて発注手配するしくみだ。これまでは、設計者がPDMでつくった部品構成情報をエクセルに打ち直して、さらにもう一度、発注システムに手入力していた。CADと発注システムの間を一気通貫にすることで、設計段階でコストを意識できるとともに、設計者の負荷を減らせる。
「製造業におけるIT化の悩みは、ベンダーさんが提供するパッケージのシステムでは現場の実情に合わないことです。弊社は小さな会社ですが、板金事業と油圧事業では管理のポイントがかなり違います。これらを一つの生産管理システムでまかなえる製品はないかと探しましたが、どうしても見つかりませんでした。そこで出した結論は、自分たちでつくるしかないということでした」(今野社長)
次ページ:4. IoTの取組や他社との連携も開始
4. IoTの取組や他社との連携も開始
こうした約8年間にわたる地道なデジタル化の成果もあり、今野製作所の昨年の売上は過去10年で最高額になった 。また、社内の雰囲気も大きく変わってきたという。「新しいツールを使って現状を改善したいという声が現場から上がってくるようになりました。ようやく色々なことにチャレンジしていける土壌ができたと感じています」と今野社長は手応えを語る。

また、社内のデジタル化を進めた今野製作所は、社外との連携も進めている。その一つが、株式会社西川精機製作所(江戸川区)、株式会社エー・アイ・エス(江戸川区)との3社連携による「つながる町工場」の取り組みだ。
互いの強みを持ち寄ることで、「売上拡大」や「新分野開拓」といったそれぞれの課題を達成していくことが目的だ。現在は、今野製作所で構築したシステムを水平展開し、製造工程の連携に取り組んでいる。「東京の町工場は規模が小さく専業化しているので、もともと連携はしていました。ただ、それはヒトとヒトの物理的なつながりにとどまっており、受発注や工程進捗を共有するということは誰もやってきませんでした」(今野社長)
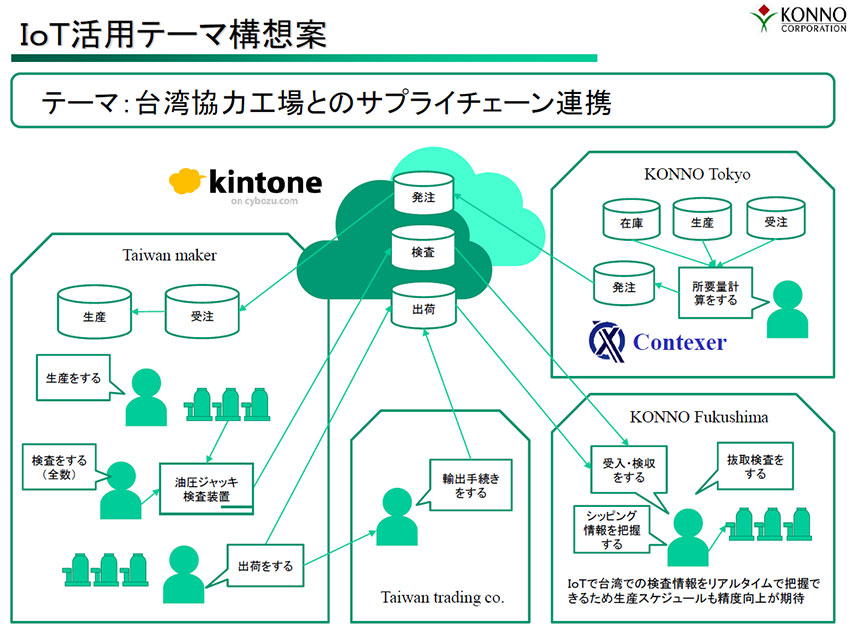
もう一つは、海外メーカーとの連携だ。今野製作所が手がける油圧機器のシリンダユニットは台湾のメーカーに製造を委託している。これまでは、今野製作所で所要量計算をして発注データを作成すると、そこからわざわざエクセルでPDFの注文書をつくり、メール添付して商社を経由して同メーカーに送っていた。しかし、クラウドで両社がつながっていれば、その必要はない。そこで、同社はKintoneを用い、クラウドで簡単に受発注データを共有できるしくみを提案中だ。
また、そのシリンダユニットは今野製作所に届いたあとに全数製品検査を行っているが、出荷前に台湾メーカー側でも検査を行っている。台湾メーカーが実施する検査装置をIoT化し、検査データとその進捗をリアルタイムで共有できれば受入検査を簡略化できる。台北にある貿易商社、今野製作所の東京本社と福島工場のサプライチェーンに関わる各担当者が進捗情報を共有することで、さらに納期は確実になり、顧客に安心を届けられる。

現場でのIoT活用も進めている。前述のエー・アイ・エスと昨年、「東京町工場ものづくりのワ」を立ち上げた。そのプロジェクトの一つである「溶接技術研究所」では、IoTを使ったTig溶接とスポット溶接における「匠の技」のデジタル化に取り組んでいる。
「スポット溶接は一見誰でもできそうな作業です。しかし、熟練者の仕事を若手に任せるととたんに不良が増えます。たとえば、長時間の連続運転で電極が熱をもってしまったり、電極の先端が汚れたりしてしまうと電流がうまく流れなくなる。ベテランはそれを経験からみきわめて、適度にクリーニングしたり、熱くなりすぎたら冷ましたりしていることが明らかになりました。しかし、その『熱くなりすぎ』が何度なのか、新人にはわかりません。ベテランは『これくらい』と感覚でやっていたのです」(今野社長)
そこで、溶接技術研究所ではセンサーで電極の温度や電流値を測り、「何度になったら冷ますか」といったノウハウを若手にも継承できるしくみの構築を目指している。
IoTの取り組みについて、今野社長は次のように語る。
「私も以前は、IoTは自分たちに無縁だと思っていました。それは量産型の工場で、機械の稼働率が利益に直結する場合の話だろうと。でも、そうではないのです。自分たちに何が必要で、ツールを使って何ができるかわかってくると、ITでもIoTでも、アイディアは自然と生まれてくるものです」
【社員インタビュー】ヒト・仕事・組織・匠の技―。すべてをつなぐデジタルの価値
こうしたデジタル化の取り組みについて社員はどう思っているのだろうか。インタビュー後半では、4人の社員の方にも加わっていただき、議論した。
業務の見える化やデジタル化を進めたことで何が決定的に変わったのか?
「業務プロセスの改善をするまでは、人間関係が悪かったですね(笑)。ただ、今では社内で何か問題が起きた時に、「誰が悪い」という感覚を持っている人はいないと思います」。こう述べるのは、執行役員業務本部 本部長の今野三千代さんだ。
「営業がちゃんとやってくれないとか、業務がやっていないとか、以前は人のせいにしていました。多くの場合、問題の原因は上流にありますが、起こるのは下流です。上流といっても多くの場合は営業なんですが、営業は何の情報があれば後工程の人が便利かどうかわからないまま仕事を進めがちです。それが積もり積もって、後工程で問題になるのです。VCPCの方々と業務の見える化を進めていたとき、ベテランの営業マンが言いました。「原因は俺だったのか」と(笑)」(今野三千代さん)
「私は当時、ベテランから「10年早い」と言われました(笑)」。当時若手の営業マンだった高橋博文さんはこう振り返る(現在は、営業本部 企画開発営業部 マネージャー)。
「当時、特注品はその道一筋40年というベテランの方が担当していました。お客さんの現場も知り、製品のこともわかり、油圧技術も経験的に深く体得している。こういう人じゃないと特注品はできないと。把握すべき要求事項が標準化されておらず、一生懸命やっているつもりでも、新人の自分たちには何かしら肝心なことが抜けてしまうのです。叱られてばかりで、自信喪失の日々でしたが、10年経験積めば大丈夫だからと慰められて、かえって不安になりました(笑)」(高橋さん)


ものづくり本部 技術部 マネージャーの菅原知史さんは次のように語った。
「今でこそ、営業がお客さんから話を聞いた時点で、営業と設計が話し合って構想設計を決めます。設計と製造も話し合います。ただ、昔は「特注」といっても簡単なカスタマイズのみだったという事情はありますが、ベテラン営業からトップダウンでいきなり製造に指示を出していました。営業の段階で顧客要求が細かなところまで把握しきれていないことも多く、それでは当然トラブルになります。
昔はよくクレームがありましたが、今はもうクレームはありません。新製品をつくるときにはアフターサービスのことも考えます。「10年やって一人前」というのは製造現場でも言われていたことです。でも、今では一人前の仕事をするのに10年もかけていられません」(菅原さん)
ベテランの頭の中にしかなかった知識や経験を共有化していくことが、今野製作所の業務改善に大きく寄与したようだ。では、ベテランはどう思っているのだろうか。今野社長は次のように語る。
「ベテランは、どういう変化が求められているかがわからなかったのだろうと思います。「見える化」とはいっても、彼らはすでにいろいろなことを知っているし、自分のやり方で数十年やってきたわけですから。だから、本人は悪気もないし、新しい取り組みを否定したりもしません。ただ、何かのときにぽろっと言っていたと思うんですよ。昔の今野製作所はこんな仕事はできなかったけど、今は随分できるようになったね、今の若い連中はやれちゃっているねと。それができている理由がチームワークにあるということも、薄々わかっていたようなのです」(今野社長)
仕事をつなげ、部署をつなげることが大切だった
また、今野製作所では油圧機器事業と板金事業が、別の会社のように分断されていた過去があったという。
「油圧事業は、本社、大阪営業所、福島営業所で場所が離れており、人数も多いです。そうすると、工夫しないとうまく回らないですから、チームでの業務改善も割とスムースにいきました。ただ、板金事業だけはまったく別の会社がそこにあるという感じでした。自分たちで発注し、売上の伝票を立てていました。自己完結の職場でした」(今野三千代さん)


そうした状況も今は改善され、部門と部門がつながり、一つの会社として動けるようになったという。2010年以降、8年にわたり進めてきた業務の見える化とデジタル化の取り組みにより、「つながっていないものをつなげる」ことの大切さをすべての社員が実感しているようだ。
また、最近では女性の社員も増えてきているという今野製作所。そのための手段としても、デジタルの活用が期待できるという。
「これまでだと現場で女性が働くのは無理だという考え方がありましたが、今はそんなことありません。男性しかできない力のいる作業も自動化・半自動化など工夫をして、誰でもできるようにしていこうという機運が高まっています。今ならそこに自然な形でデジタル化を折り込んでいけるはずです」(菅原さん)
今後の取り組みについて
営業本部 企画開発営業部の高橋博文さんはIoTを活用した「サービス化」を見据える。「受注、調達から出荷、アフターまですべてのデータを収集することで、新しいサービスをつくりたいと考えています。迅速な納期回答はもちろん、お客さんに出荷したあとの製品サポートも充実できるはずです」(高橋さん)
そうしたさまざまな新しいアイディアをカタチにしていくのが、技術部で「IT担当」をになう今川祥太朗さんだ。菅原さんから2年前にIT担当を引き継いだ。現場の改善要望がどんどん今川さんのところに上がってくるので、大変な役割だ。
「今川は大変だと思います。社長からこんなシステムをつくってほしいと言われたのに、いざつくってみると、現場からはこんなの使えないと言われたり(笑)」(今野社長)
しかし、今川さんは失敗を糧に自信をにじませる。
「現場の生産管理システムはけっこう痛い目をみました。仕事のやり方が定まっていない状態でシステムをつくってしまったからです。本来あるべき姿というのに合わせて無理やりつくったのですが、それと現実の仕事の現場と乖離がありました。立ち上がるまで3年かかりました。ただ、逆にそういう失敗があったので今があります。これからはITやIoTをもっとうまく活用できると思います」(今川さん)


ある意味、ベテランなど一部の人間だけが持っている知識や経験、技術は何もしなければ次の世代に「つながらない」のかもしれない。ただ、今野製作所はチームで動き、デジタルツールなどを活用することで、それをつなげてきた。仕事や組織など、さまざまなことにおいてつなげることの重要性が、今野製作所の取り組みからは見えてくる。
最後に、今野社長は今後の抱負について次のように語ってくれた。
「私たちが得意とする多品種少量生産では自律性が求められます。ですから本来、デジタル化の取り組みとも相性がいいはずです。それは知識型の仕事であり、作業ではありません。私は、こうしたIoTなどの最新の取り組みを活用しながら、ものづくりの好きな人たちがやりがいを持って持続的に働ける確固たるしくみをつくりたいと考えています。『今野製作所ができたらみんなの希望になる』と西岡先生(法政大学教授/IVI理事長)に言われたことがあります。がんばりますよ」