



経済産業省のものづくり白書によると、製造業における可視化というテーマでは、様々なソリューションが登場して、導入に向かう検討が進んでいる状態だ。
一方で、取材を進めると、「可視化による生産性の改善」をゴールとしているソリューションや製造業者が多いように感じる。
しかし、本来投資をするなら中長期的な視野ももって、短期的な改善を進めていくことも必要なはずだ。そこで、大規模工場への製造業ソリューションを提供している東芝デジタルソリューションズ株式会社 インダストリアルソリューション事業部 デジタルトランスフォーメーション推進部 担当部長の福本勲氏と、中規模から小規模工場への製造業ソリューションを提供している、株式会社コアコンセプト・テクノロジー 取締役CTOの田口 紀成氏に「可視化の先にあるもの」について伺った。(聞き手:IoTNEWS代表 小泉耕二)
可視化への取り組みの実際
IoTNEWS 小泉(以下、小泉): まず、可視化をするための情報収集についてお伺いします。
実際データは取れる、でも、その先どうしたらよいかわからない、数字の見方がわからないというケースは多いものなのでしょうか。
コアコンセプト・テクノロジー田口氏(以下、田口): 「データは集まっているけど、使い方がわからない。」「なので、専門家として取得したデータを見てください。」というケースが多いです。
ただ、それだとクライアントの課題意識がわからない。そこで、「なにが課題なのか」について、すでに顕在化しているかどうかを聞きます。そのうえで、必要なデータが取れているか、そろっているかを確認します。さらに、必要なデータが無い場合は、データをとります。
よく当たる例でいうと、「製造プロセスデータ」はあっても、「製造結果データ」がそろっていない、または時系列に紐ついていてない、ということが多いです。その結果、「まずは、結果のデータをとりましょう」ということになることが多いです。
小泉: 結果と紐つかないようなデータを、何のためにとっているのでしょうか?
田口: 我々のお客様は500億円以下の企業が多いので、IT部門が社内に存在しないケースが多いのです。可視化のプラットフォームを与えられても、何をしてよいかわからないというケースが多いようです。一方、それより大きい企業ではIT部門がある企業が多いので、そこで迷わないのだと思います。
小泉: IT部門がいれば、なんとなくデータをとろうとしている現場にも「何のためにとってるの?」という問いが投げかけられる。いないと、「IoT流行っているし、とりあえず取ったら、なにか可視化できるのではないの」ということになりがち、ということですね。
田口: もう一つ、この規模の企業では大きな問題があります。「予知保全」をやろうとするとき、「かける予算」に対して、「効果が合わない」ことが多いという事実です。そもそも、それなりに製造ができている現場で、予知保全をしてもコスト的な改善が割に合うほどにならないというところです。
小泉: 予知保全にお金をかけても仕方がないとなると、どこにお金をかけるべきでしょうか。
田口: 人不足は深刻です。採用ができないために製造できないという現場も多いので、「省人化」や「自動化」のためにIoTを使うのは良いことだと思います。省人化するためのデータをとって、アルバイトの人でも回せるような改善を行えば良いのです。
東芝デジタルソリューションズ福本氏(以下、福本): 「匠などのヒトでないとできない仕事」「ヒトがやっているけど、コンピュータでもできる仕事」があります。特に匠でないとできないことを、色々な技術を使って、匠でなくても同じレベルで仕事ができるようにしてあげるというのは大事な取り組みだと思います。


小泉: 中小工場の現場は、産業機械も古く、「故障するのが当たり前」という前提で作業をされているケースも多いようです。継続的に物を作るなら設備投資をしたら?とも思うのですがいかがでしょうか。
田口: 物を作る競争力を高めるためには、機械にかかるコストと労働力のコストをバランスしないといけません。減価償却の終わった機械で製造した方が利益がでるので、設備投資をしたくないという経営者も多いという実態があります。
また、新しい設備を買っても、現場のプロフェッショナルが扱えるとは限りません。そういうリスクを考えると、買わない方が良いとなる。
本来、「予知保全ができる」ということは、「ベテランが居なくても単純な部品交換でラインが動き続けることができる」となるべきです。その結果安く作れるというメリットもあるはずです。しかし、予知保全以前のところで、量産ができていない、というような工場ではそこまでいかないのです。
次のページ「切削の現場に見る、デジタルを活用した競争力の強化策」
切削の現場に見る、デジタルを活用した競争力の強化策
福本: 予知保全ではないですが、デジタルを活用した製造という意味では、工具の磨耗により発生する「削る側」のズレにあわせて「削られる側」をずらして、摩耗した工具でも正確な位置を削ることができる、というコアコンセプト・テクノロジーの事例をみたことがあります。こういうアプローチは消耗品も長く使える良い事例だなと思いました。
田口: その事例は、切削の現場において、補正の作業が難しいということを解決した事例になります。
このヒトでないとできない、ということが多いのでどうにかしたいわけですが、切削結果の定量化は画像センサや振動センサを使えば可能です。それで実際とのズレを見て、温度や振動なども合わせて結果との因果関係をAIでなんとかするのです。
どれくらい時間がたつと、どれくらいズレるのか、ということについてはこのAIでわかるので、あとは、切削時に機械をどれだけずらせば良いかがわかります。これを導入することで、アルバイトでも作業ができるようになるのです。
結果的に、競争力が高くなるのです。

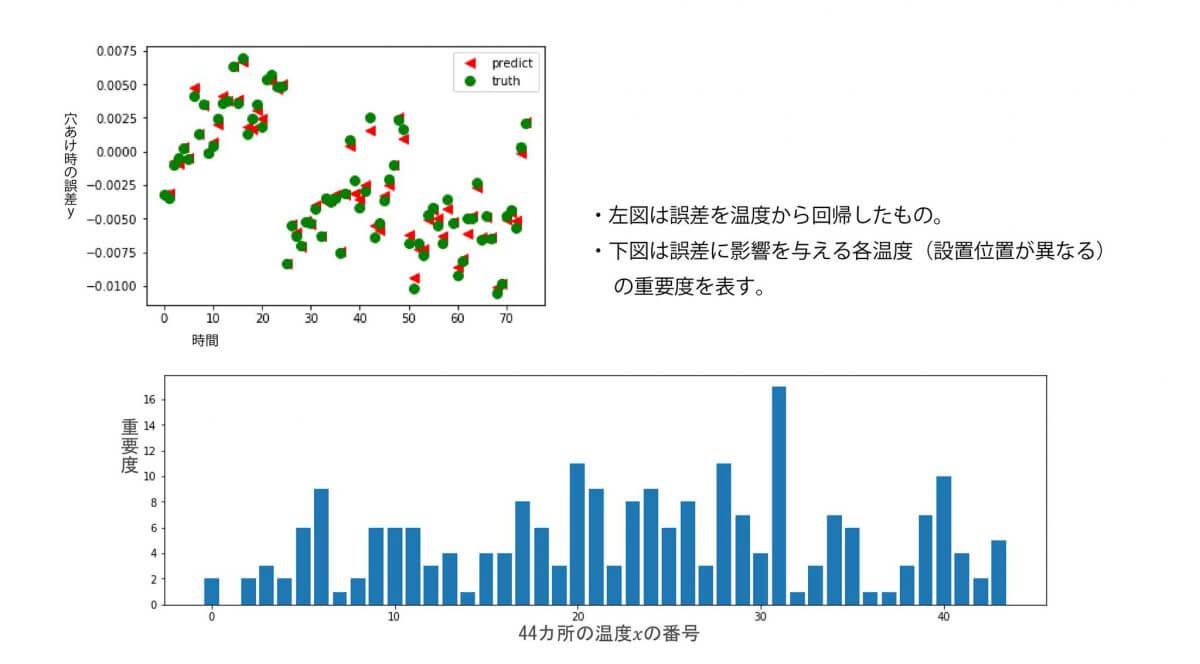
44カ所の熱電対温度センサーの値𝑥と穴あけ加工機の誤差𝑦との関係を算出した。
機械学習(回帰と重要度の算出)を活用している。
提供:コアコンセプト・テクノロジー
小泉: そもそも、温度と因果関係があるというのはどうやって導き出したのですか。
田口: いろんなお客様と付き合うことで、切削における微妙なズレはだいたい温度に依存しているということがわかってきました。
それで、温度と結果との依存関係を見るということになります。詳細は省きますが、弊社では結果として勾配ブースティング法を使うとよいということがわかってきています。
ディープラーニングが流行していますが、最初は古典的な解析方法でアプローチする事も多いです。そのうえで良好な結果が出ない場合などに機械学習、ディープラーニングに移行していきます。
小泉: 数理式の選択は経験がいるのでしょうか。
田口: 時系列であればRNN(リカレント・ニューラルネットワーク)、画像処理であれば、コンボリューション・ニューラルネットワークと、AIの実装方法の選択において、決まってきているものがあります。しかし、こういう決まっていないことについては、経験が積み重なる必要があるのです。
小泉: いろんなことを試しているからわかることであって、経験のある領域だからわかるということですね。

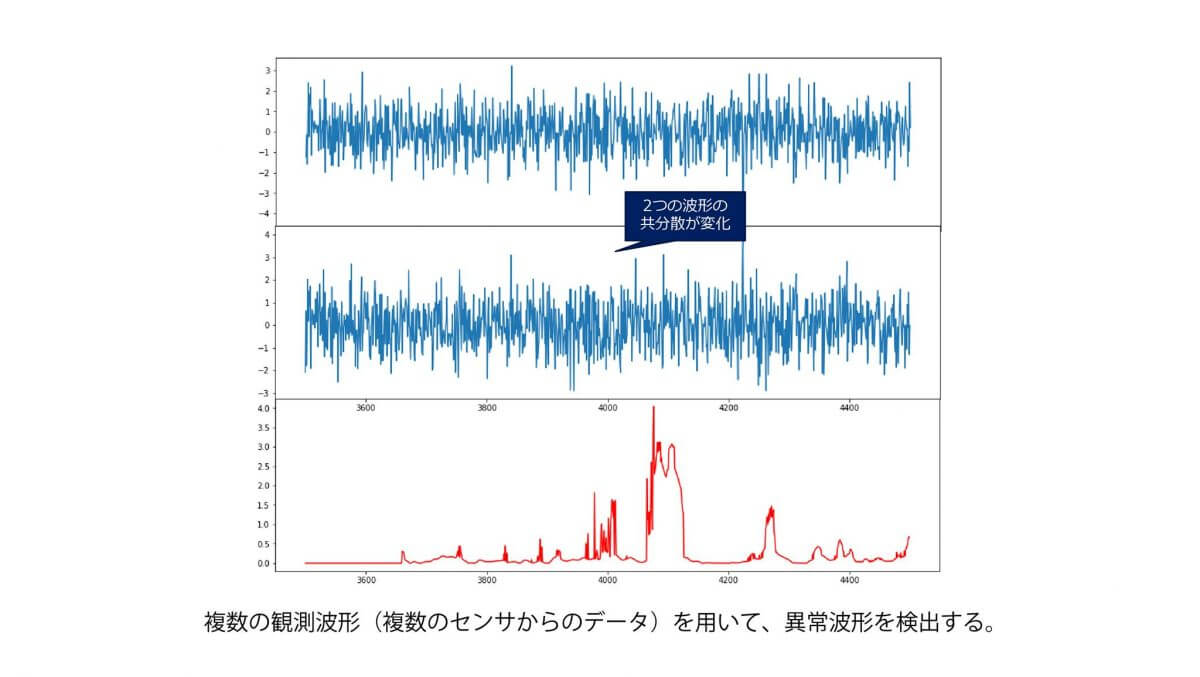
密度比推定(異常検知)の事例
提供:コアコンセプト・テクノロジー
福本: 現場の人は、経験的に「こういうときに、こうすればよい」というノウハウを持っていることが多いです。そこを教えてもらうことで、闇雲に、色々な相関確認を行う必要もなくなります。
例えば、溶解金属から成形をした時に、巣が入る時があります。金型の温度や素材に対する不純物の含有量によって巣の入りやすさが変わったりします。これが経験的にわかっていれば、取得データやAIの活用範囲を予め絞り込むことができるのですが、知らないと闇雲にやることになります。
田口: 我々も熟練工の話が聞けるなら聞いて対応しています。例えば、故障する時に音が出るというのであれば、マイクを置いて音をとり、スペクトグラムを作ってみる、といったようにヒントとして使う場合もあります。
射出成形でも、温度が上がらないと剥がれにくいという話があります。そこで、イジェクターピン(型からの取り外しに使うピン)にどれくらいの応力がかかっているかをセンシングする、ということもやっています。

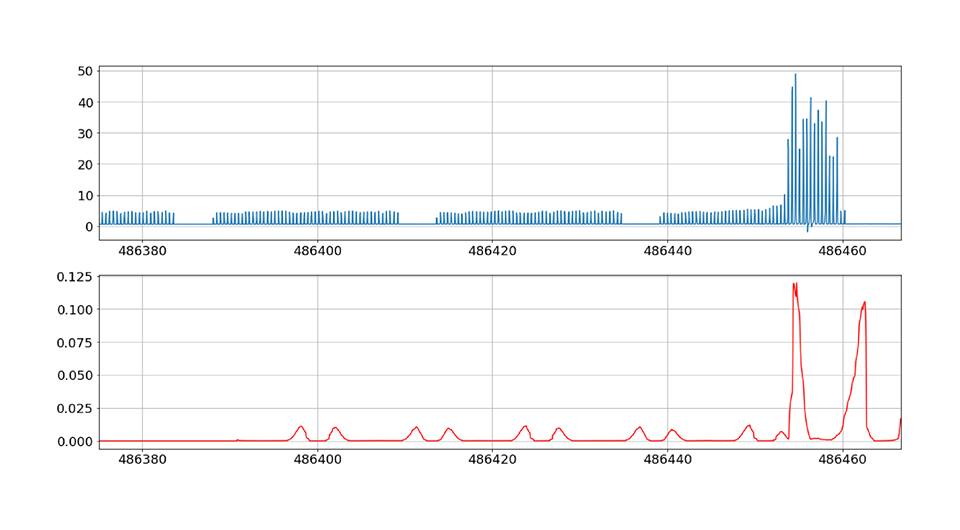
観測波形が大きく変化するとき、異常度も大きな値をとっている。
機械学習(波形の差異を検知する)
提供:コアコンセプト・テクノロジー
小泉: つまり、初めはうちの「IoTどうにかしてよ」と言われる。でも細かなニーズはないので、「大雑把にアイデアをだす」。それをやったことがあることであれば話が通りやすいが、なければ説明をするけど、説明をしてもわからない場合もある。そして、うまくいくとOKというプロジェクトの進め方になるわけですね。
次ページ「大企業の工場と中小工場に差はあるのか」
大企業の工場と中小工場に差はあるのか
福本: 東芝デジタルソリューションズでは、大企業のクライアントが多いのですが、可視化に関して見通しが立っているケースも、立っていないケースもあります。
どこに課題があるのか、何を解決したいのか、それがはっきりしている場合はいいのですが、闇雲にとったデータがあるというだけの場合もあります。
小泉: 大企業の場合はどういう課題があるのですか。
福本: ベテランの方が減ってくるので、非ベテランも同じような作業ができるようにしたいとか、そもそも人が入社してこないので、若い方を早く育成したい、といったことを言われます。
小泉: 扱う工場は、フルオートメーションの工場が多いというわけではないのですか?
福本: そんなことはありません。日本の製造業は大企業でもヒトが作っている工程はあります。ボディーの金型を作っている工場などではヒトが最終調整をやっています。また、金型のメンテナンスなどもヒトがやっています。
小泉: なるほど。そういうところは中小工場と同じなのですね。
田口: 大手とか中小という違いではなく、「産業機械が古いか新しいか」というところが問題になりそうですね。
小泉: 産業機械だけでなく、製造プロセスの問題もありますから、そちらはやれることも多いですよね。
田口: 実際、フルオートメーションで作れるものは限られていると思います。ヒトが介在するところがある以上、そこを変えていかないと勝てなくなるということになるのだと思います。
つまり、プロセスの自動化というアプローチだけでなく、人の能力を補助するAIやIoTを考えるアプローチがライバルと戦う上では必要なことではないかと思います。

スループットの向上
福本: 効率化はプロセス全体を対象にすべきだと思います。例えば、前工程で不具合のある部品を作ってしまった場合、それに気づかず、後工程に流せば、後工程で無駄な作業をすることになります。
田口: ラインが前後半でわかれていて、間で中間生産物ができるようなタイプの工場では、前後のラインでスループットが違うと、うまく連携できません。
前後で、どこまでのスピードであれば良品をきちんと作りながら、全体の生産スピードを上げられるか、ということを見ていないといけないのです。
小泉: その話をしだすと段取り替えの話をしたくなります。段取り替えがある度にコアコンセプト・テクノロジーのメンバーのお世話になってしまいそうです。
福本: 日本の製造業は、現場にインテリジェンスがあると思います。どこが悪そうかがわかると、真面目に改善行動をします。つまり、自律的に改善できるようになるのだと思います。
田口: マインドはそれでいいのですが、手段がデジタルになった時、「改善の方法がわかる人が現状いない」ことが問題になると思うのです。一方で、デジタルで改善ができる、効果がでる、ということがわかると内製化しだして人材も育っていくのだと思います。
次のページ「可視化の先にあるもの」
可視化の先にあるもの
小泉: ところで、やっと本題なのですが、可視化の先にあるものはどういうものがありますか。
福本: モノを作っているフェーズをどうにかしようという話をしているうちは見える化、改善でよいのです。一方で、モノ売りからコト売りといわれるように、製造業がサービス化を進めるとしたら、別の取り組みが必要になります。そこにどう製造業が向かっていくかを考えなければならないのだと思います。
小泉: 製造業のサービス化とはどういうイメージですか。
福本: 製造業においては、例えばリカーリングモデルがそれにあたります。お客様がどういう使い方をしているのかを知れば、1台の大きなサイズの機械を納入すれば良いのか、複数台の小さな機械を納入すべきなのかといったことまでアドバイスができるようになるのだと思います。
田口: 中小工場の話もしたいと思います。
例えば、ヒトの行為で、汚れているとわかったらタオルでふくという行為があります。油性の汚れなら油性対応の洗剤でふくということになりますよね。これをデジタルでやろうとすると、「汚れをセンシングする、汚れが油性であると判明し、そして油性対応の洗剤でふく」というアクションになります。
こういったアクションについて、ヒトがやっていること自体無駄だと感じ、習慣化した時、自動化したり、ルール化したりするようになると思うのです。その結果、アルバイトや派遣の人でもできるようになる。その後、ようやくロボットが登場するというものだと思います。
しかし、初めのうちは、アクションを起こすための見える化となっているかが重要です。いろいろ見える化してはダメで、汚れを落としたい、というアクションにつながる見える化が重要になります。
デジタル化が事業部門に広まってくると、もともと社内のコストセンターであったIT部門が積極的にプロフィットセンターに関われるようになり、小さい企業でもIT部門を抱えることができるようになるのです。
小泉: アクションにつながる定義はRAMI4.0やIVRAでも定義されていない気がします。
福本: されていないと思います。そこは非常に重要なところですが、ソフトウエアのヒトだけではそこを定義することが難しいのだと思います。
田口: デジタル制御可能な機械でも、OPC-UAやMTConnectなどデータ取得については標準化が進んできていますが、入力部分の標準化が十分ではなく、標準化した制御ができない状況だとも言えます。
小泉: セルラー通信を活用して、コントローラー部分を抽象化することも可能になってきました。DMG森精機の産業機械などをみていてもデジタルでの制御も始まっています。
福本: 中国のようにノンレガシーで、いきなり最新の産業機械が入っていく国はよいと思います。一方で、日本はレガシーの設備が多く残っていくということに危機感を感じています。
田口: ベッコフ・オートメーションなど先進的な装置企業ではコントローラーにAIを乗せることができます。さらに、AIで判断してフィードバックするというようなこともできてきています。
こういうことが強さを持つようになるとアクション部分も変わってくると感じています。
現状昔の方式の企業が勝ち組となっていて、あまり変わっていないように見えるかもしれないですが、実際の状況はかなり変わってきていると思います。
小泉: HMIもIPCも見た目以外あまり変わらない産業機械になっていて、区別している理由は現状のものの交換をするために製品ラインナップを持っているに過ぎないように感じています。これまで取り付けていたものが、設置できなくなったり、理解されなくなったりということではないかとも思います。
田口: 制御盤の中に入れられないものもある、という議論ですよね。
小泉: そうすると、高度なコンピュータの中にコントローラーを抽象化させる未来は割と近いのではないかとも思います。その結果、集めたデータに基づいてアクションができるようなことも割と現実的だと感じています。
それに向けて、オムロンなども、いろんな通信方式を吸収する仕組みを実現しています。
マウスのドライバーも初めの頃みんな作っていたものですが、今はドライバーを気にする人などいません。自動プラグアンドプレイが常識です。そういうことが起きてくるのだと思います。
田口: デバイス提供者からすれば、CNCが競争領域のように見えていますが、今後はそういうものも必要なくなるのではないかと思います。
小泉: 今回のお話を通して、未来に向かってやるべきことは見えてきているなと感じました。IoTはデータを吸い上げて可視化するだけでなく、アクションに繋げないといけないということですね。
標準化に関しては、吸い上げる時は多少の独自色があるのはいいですが、アクションを指示する方式は標準化が必要ですから、まだまだやることがありそうですね。
本日はありがとうございました。