



2019年24日都内にて内田洋行ITフェア2019が開催された。
その中で「製造のプロセス全体をデジタル化〜AI/IoT/BIを活用したデジタル化で工場が変わる、経営が変わる〜」と題した講演を紹介する。
この講演では、IoTNEWS代表 小泉耕二がモデレーターとして、ウィングアーク1st 営業カスタマーサクセス本部 製造企画営業部 部長 荏原光誠氏、富士通 シニアエバンジェリスト 及川洋光氏、内田洋行 ビル事業推進部 部長 山本哲之氏を迎え、ディスカッションが行われた。
このパネルディスカッションでは、事例やソリューションの紹介しつつ、具体的なデータの取得や見方、KPIの立て方やまとめ方、実践方法などが語られた。
その結果、「デジタル」「人」「目的意識」と、共通する項目が浮かび上がってきた。
データの取得方法と目的の明確化
IoTNEWS 小泉が、1つ目のテーマを「足元で起きている製造業の変化」として、現在の状況を3者に聞いた。
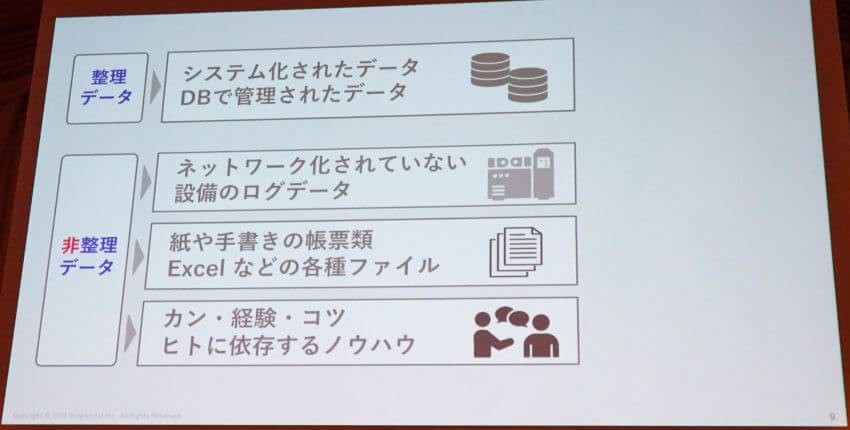
ウィングアーク1stの荏原氏は、「多くの企業はデータの取得はしてるものの、そのうち整理されているデータは2割にすぎないという課題を持っている。」と語る。
整理されているデータとは、生産管理システムのデータベースに入っているようなもので、目的に合わせて検索をかければ出てくるようなデータのことだ。一方整理されていない非整理データは、設備のデータや日々の作業の日報、紙のレポートなどを指す。

ここで重要なのは単純に非整理データを、整理した状態にすればよいわけではないという点だ。
そもそも「何のためにデータを取るのか」という目的をはっきりさせなければ、どんなデータを取得してもあまり意味はないということだ。
一方で、新しい投資をするためには、ROIが明確であることが重要だ。目的を明確にし、既にあるソリューションをうまく組み合わせて、段階的に展開していくことが必要になってくるのだという。
事例から取るべきデータと見方を示していく
そこでウィングアーク1stでは、レガシー機器に外付けセンサーをつけ、タブレットで比較的簡単に見える化できるソリューションを展開している。
そして取得したデータをどう見ていくのかという点に関しても、PoCをしていると時間がかかるため、目的と見方の例をテンプレートにして参考にしてもらうことで時間削減を測っている。
ここで荏原氏は、在庫管理の課題解決を行なったパナソニックの事例を挙げた。在庫コスト削減は多くの事業者が取り組もうとする一方、部材が多いとどこから手をつければいいのかわかりづらいという問題があると指摘する。
調達などはいくらデジタルを取り入れても結局は人が行う作業なので、いかに人が判断する材料を揃え支援をしていくかが重要になってくる。
そこでデータに色をつけ、意味を与えることで作業者が気づくことができるテンプレートを提案しているという。

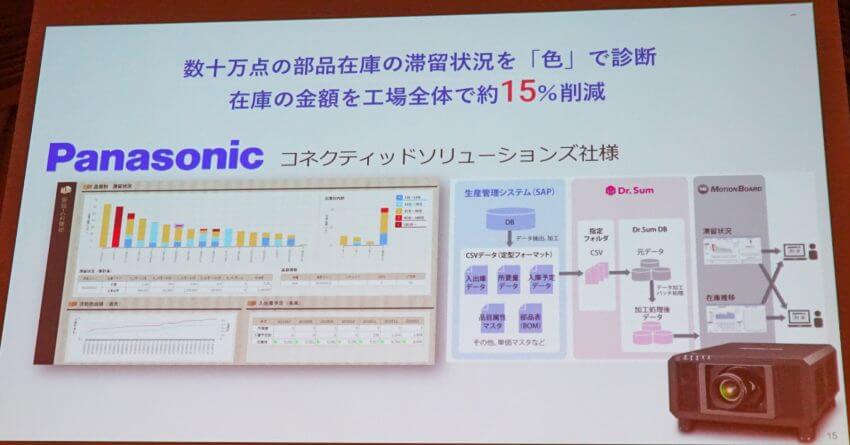
この図はパナソニックのプロジェクターの例で、左のグラフにはプロジェクターの部材が並んでいる。
左上のグラフは、在庫を金額に換算した際、その金額が大きい部材から並んでいる。棒グラフの色は、「滞留期間」をあらわしているのだ。調達してまだ間もないものは青、濃い赤になる程滞留期間が長いことを示している。
このグラフをみれば、高い金額の部材で長期間置いているものから順に何らかの対応が必要だという意識がわく。
在庫が滞留してしまう理由としては、資材部や製造部は欠品を出したくないため、部品の調達を前倒ししたり、多めに調達する傾向があるからだ。また、金額が高い部材は自社オーダーのカスタマイズ品などで、発注から納品までのリードタイムがかかるようなものも多いという。
並び順は金額ごとになっており、棒グラフをクリックすると完成品の需要データと掛け合わせ、今後の部材の使用量予測が表示されるのだ。
これは、滞留時間が長い部材であっても、今後使用される予定があるのであれば必要な在庫だという判断に使うのだ。
このように、「データ収集をして、可視化をすることで今を知るだけでなる、どのような見方をすれば良いのか、どこがいつもと違うのか、ということを伝えていくということが大切だ。」と荏原氏は言う。
現場に入り込んでデータの見方を模索する
次に、「データを見たうえでの改善活動はどういうことを具体的にしているのか」とIoTNEWS 小泉が質問した。
その問いに対しウイングアーク1stの荏原氏は、「確かにこれまではデータを出すが、その判断は顧客に委ねていたところがある。そこで顧客に入り込んで改善活動をしていこうという取り組みをした事例がある。」と、タイの工場で行なったプロジェクトの事例について語った。


タイの工場では設備が古かったため、産業機械の稼働状態に関しては、光センサーをパトライトに巻きつけ、光った回数や時間を計った。また、マグネットセンサーを用い、仕上がった製品が通過する扉が開閉した回数を計測、何個製造できたのか、を計測するというシンプルなデータ取得から始めたのだという。
そのデータをクラウドにあげ、日本からでも生産個数や生産性のデータを見れるようにしたのだ。
ここで行なわれた具体的な改善活動は、「箱を10個入りから20個入りのものに変えて、箱の入れ替え回数を減らしたり、機械のスタートボタンの高さを合わせて効率性をあげるといったことだったという。
データを見て、改善内容について話し合う際も、毎日前日の状況データを見ながら改善について話し合ったのだという。
その結果、4ヶ月で56%から71%まで生産性が向上したのだ。
このようにウィングアーク1stでは工場における改善活動を積み重ね、うまく行った事例を汎用させながら、イレギュラーな状況に対しては現場に入り込んで改善し、また事例を増やしていくという取り組みを行っているのだ。
次ページは、「デジタル化することのメリット」
デジタル化することのメリット
富士通の及川氏は、「足元で起きている製造業のテーマ」として、中国における工場の発展について述べた。発展の理由の一つに、「工場で働く作業者より設備を信頼しているから」ということがあげられた。
作業者である「人」はノウハウを覚えたら転職してしまったり、急にいなくなってしまうというリスクがある。そういったリスクは設備にはないため、スマートファクトリーにしていこうという流れがあるのだという。
そしてデータを集約して可視化できた際には、1つの工場の全体最適や生産性の向上といったことを考えるのではなく、同じ国の違う工場での比較や、グローバル展開している企業であれば、違う国の工場を比較していく。


同じものを同じ台数作っている工場でも生産性が違う点に着目し、なぜそうなっているのか工場や国をまたいで比較していく。
また、国単位で設備効率やエネルギー効率、管理効率などを比較して、一番効率の良いラインを導き出し、良いものを展開させていくという考え方だ。
そして最終的には「人」が重要になってくる。一番効率の良かった具体的な工場、装置、担当者が分かれば、その担当者に連絡をして内容の把握をしていくのだという。
小泉は、「複数工場を保有している事業者は、工場によって敷地の面積や形も違うため全く同じようなラインを構築することはできない。そうした時にこのように数字だけではなくヴィジュアルとして見て比較することで、例えば「直線のラインの方が効率がいい」といったことが分析ができる」と、工場を比較することでのメリットについて語った。
溜まってきたデジタル化の実績と効果
そしてこのようなデジタル化をしていくにあたり及川氏は、まずはビジョンを明確にし、そこから今あるデータをどのように見せていくか、ないデータに関してはどのように今後投資をして作っていくのか考えるという「デザイン思考」を重要視しているという。

具体的なアプローチ方法の一例として、工場のKPIを作る際に工場長が見たい視点、管理者が見たい視点、現場が見たい視点といった様々な視点で見ることができることのできるツールの紹介がなされた。
さらに1つの工場の中の工場全体、ライン、装置ごとのKPIがドラッグ&ドロップで見ることができ、マトリクス表示で見ることができる。
しかしゼロからこのシステムを入れていこうとするとコストと時間がかかってしまうため、富士通に溜まっている過去の実績データから、各顧客に似ているある会社のパターンを提示し、そのKPIをベースに違うところはどこか、追加したい事項があるかということを見てもらうのだという。
まずこのような目的を洗い出さなければ具体的なソリューションにつながらないと及川氏は言う。
どこを見てどのように改善したかというデータが溜まってき出している中、それを形にしてツール化していけるフェーズに入ってきたと語った。
次ページは、「デジタル化していく中での「人」に着目する」
デジタル化していく中での「人」に着目する
内田洋行の山本氏は、オフィスビルのスマート化を行ってきた。その経験は製造業にも置き換えられると語る。
ビルのスマート化とは、働く場をどのように快適にするかという「人」に焦点を当ててソリューションを導入していく。
製造業においても、自動化の流れはきているものの、まだ人が作業を行っている工場が多く、遠隔で操作したり判断したりするのも人だというのが現状だ。
そのため製造業に関わる「人」の生産性を上げるということを働く環境からアプローチするのだという。
その際「データ」ではなく「情報」の価値化というものがキーワードになってくる。データと情報の違いが分かる例として、3年前に惣菜を作る工場にHEMSを導入した事例を挙げた。
このHEMSは工場のエネルギーマネジメントシステムで、省エネに焦点を当てたソリューションとして導入されたが、エネルギーデータを見た現場の工場長は、ある設備がある季節の特定の時間帯にエネルギー消費が上がっていることに着目し、故障予兆をしたのだという。
これは素人が見ればただのエネルギーデータという文字列でしかないのに対し、見る人が見ればデータが意味を持ち、情報となることを意味してる。
そしてこの情報となったものにさらに経験が加わることでナレッジとなる。データ、情報と経て、そこに人の経験が入って初めてナレッジとなることが「情報の価値化」なのだという。
製造業における「人」をサポートしていく
そして実際に行われた3つの事例を挙げ、「人」をサポートするソリューションが紹介された。

山本氏は、「オフィスビルでの顧客の課題の優先順位は、1利便性の向上、2快適性の向上、3省エネ、4安全・安心という順番だが、製造業においては安心・安全が重要視されると考えている」という。
そこで実際に安心・安全のアプローチとして、熱中症対策を導入した自動車部品メーカーの例を挙げた。
関東近郊の5つの工場の熱中症対策ということで、すでに工場内に大きな送風機を入れて熱い風が外に逃げるような施策を行っていたが、温湿度の状況がどうなっているのか離れた本社でも把握したいという要望があった。
熱中症というのは温度が高いから発症するというわけではなく、湿度も大きな要因となっている。そこでこの工場では温湿度を計測し、リアルタイムで本社に送り、温度と湿度の交点が赤になったら要注意という風に一目で分かるようになった。
2つ目の安心・安全の例として、奈良の配管製造業の工場に危険情報を通知するシステムを導入した事例を挙げた。
この工場では、以前から地震速報を作業員に知らせるために音を出したりパトライトを回したりしたが、音は工場の機械音にかき消され、パトライトは見えない位置にいる作業員が出る可能性から有効とは言えなかった。

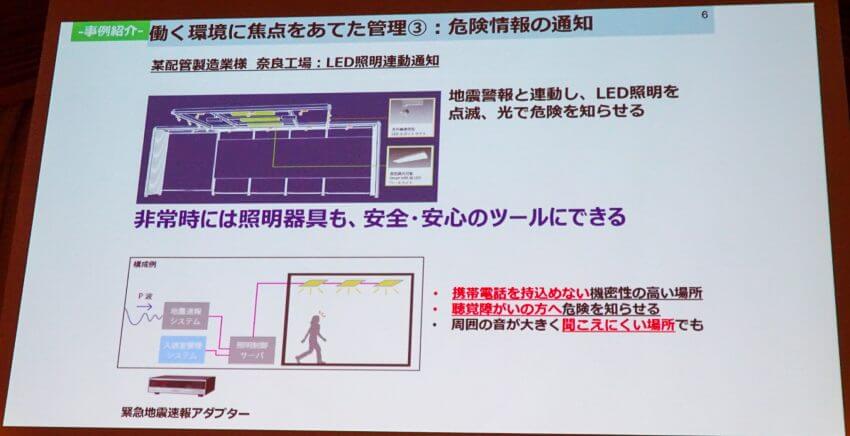
そこで緊急地震速報アダプターとLEDライトを接点信号でつなぎ、地震が発生した際に照明が点滅するような仕様にした。普段照明として使用しているものをいざという時には危険を知らせるデバイスへと変換させたのだ。
そして3つ目は、R&D部門のビルの環境制御の事例だ。
製造業といっても工場の中だけが製造業の現場ではない。工場の建屋勤務の人や物流センター、R&D部門といった様々な人が関わっている。
そういった「人」の生産性を下げないためにはどうすれば良いのか、という点に着目し、ある自動車メーカーのR&D部門のビルに温湿度センサーやCo2センサーなどを導入し、環境制御を行ったという。
この自動車メーカーではR&D部門の生産性を下げないことに注力を注いでおり、製造業においてもオフィスのような快適性や集中力の向上といったニーズがあると語った。
次ページは、「PoCの数を増やし、社内外でDXを考えていく」
PoCの数を増やし、社内外でDXを考えていく
そして小泉は「製造業の方からPoCで止まってしまうという話をよく聞く。デジタルを導入する多くの企業はビジネスモデルを変えずにデジタルを活用しようとするが、デジタルを中心にビジネスモデルを再定義することとは似て非なるものではないか。」と語った。
そしてデータ中心の経営とは何なのか、データを取った後それをどのように活用してビジネスをしていくのかを、「IoTで今後製造業がどのように変革していくのか」といったテーマで3者に話を聞いていった。
まずウィングアーク1stの荏原氏は、2つの変革があると語った。1つは、PoCはこれからもまだまだやっていく必要があるため、もっと簡単に低コストでシンプルにしていき、数を多く生み出すことが重要になってくるという。
もう1つは、そういったPoCを繰り返すことにより、DXを考える人たちが外ではなく中に出てくるようになると語った。
そしてITベンダーや見える化のツールメーカーも「人」のスキルをどう上げていくのか、という部分に入り込まなくてはいけないのではないかという。
データを取るということはシンプルな1つのセンサーでも、見方を変えれば色々と見えてくるものがある。
例えばベルトコンベアでモノを運んでいるところに光センサーをつければ、遮蔽すればセンサーが反応するのでその数を数えれば個数がわかり、モノが2つのセンサーの間を通過する時差を測れば1つあたりのサイクルタイムがわかり、データが飛んで来なければ停止しているということが分かる。

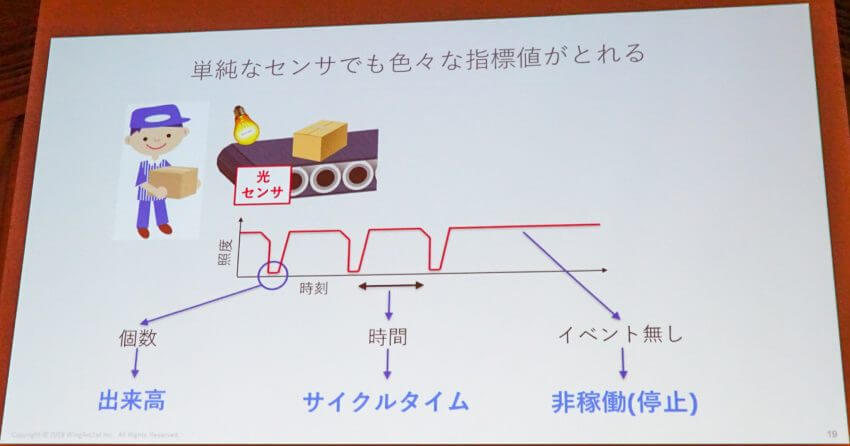
このようにシンプルなデータでも見方が分かれば見えてくるものが多い。見方や考え方ややり方を模索し伝えていけば、PoCを短くしたり成功体験を生めるのではないかと考えているという。
オンラインとオフラインの融合
富士通の及川氏は、「グローバルに行っているとアフターデジタルという言葉がよく出てくる」と話す。
アフターデジタルとは最初からデジタルで考え、そしてリアルな世界に融合していこうという考え方だ。今後の製造業はこの考え方が重要になってくるのだと語る。
例えばキャッシュレスを例に挙げると、現金というリアルなものをICカードやQRコードといったデジタルに置き換えている例だが、海外ではデジタルがまず先に来て、そこから接点としてリアルを活用しているのだという。
アフターデジタルの例としてはアリババが出店しているフーマーがあり、ECサイトで購入するだけではなく、接点としてリアルを活用している。
製造業でも初めからデジタルで見れるようにしておき、そのデジタル上の工場をリアルな世界の技術者が見ていくという時代に変わってくるのではないかという。
人の方が持っているノウハウは活用しながら、複数拠点を技術者が見回り指示を出し、そして必要があれば現場からも声が上がってくる、というように相互のコミュニケーションが大事になってくるとした。
目的意識から構築していく
内田洋行の山本氏は、「手段は我々が提供できるが、一番大事なのは事業者が何をしたいのかという目的意識を持つことだ。」と語る。
何がしたいのかが分かっていれば、ファシリティーの縦線が見えてくる。そして環境制御であれば照明や空調というモノで区切っていくことにより、重複している部分が見えてきて、必要のないものは省くことができる。
目指すべき方向性を立て、それに沿ったそれぞれの施設の目的を考え、分解し、再設計していくことで無駄のない1つのプラットフォームを構築していけるのだという。
そして変更するべき部分はあとから改善が可能な状態にしておくことも重要なことだという。