



世界のものづくりを支える工作機械のグローバルリーダー、ヤマザキマザック(略称:MAZAK)。同社が現在、最も注力している分野の一つがスマートファクトリーだ。昨年11月には主力工場である美濃加茂(みのかも)製作所(岐阜県美濃加茂市)をスマートファクトリー化し、稼働を開始している。
美濃加茂製作所のスマートファクトリー化には、大きなチャレンジがあった。それは、第一工場と第二工場の再編だ。
これまでは、それぞれの工場が部品加工から完成品の組立までを一貫して手がけていた。しかし今回、第一工場で組立、第二工場で部品加工を行う一体型の生産体制に再編した。以前のように一つの工場で一つの製品をつくる場合、特定の機種の需要が落ちると工場間で繁閑の差が生じてしまう。しかし、あらかじめ工場別で機能が分かれていれば、大がかりな機種移管を行わずに、需給の変動にフレキシブルに対応できる。
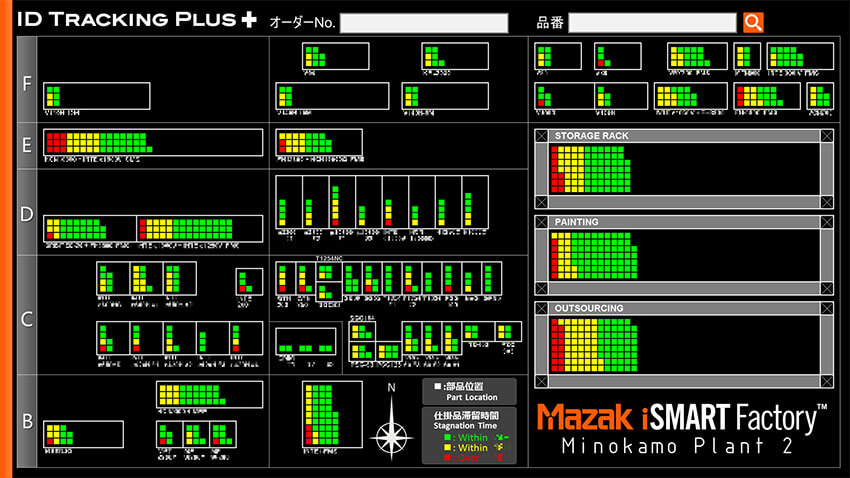
だが、物理的に離れた工場間で生産工程を統合することは、一筋縄ではいかない。特に大変なのがモノの流れ(物流)の管理だ。そこで同社は、新たに物流管理システム「ID TRACKING PLUS」を独自開発することで、難題をのりこえた。RFIDタグを貼付することで、すべてのモノの「位置」「数量」「滞留時間」を可視化し、仕掛品の削減と在庫最適化を実現するソリューションだ。
このほど、「ID TRACKING PLUS」の開発を手がけたヤマザキ マザック株式会社 iSMARTプロジェクト グループリーダー 石田修一氏、主任 藤木周平氏、長谷川雄基氏、植松慎平氏の四名に、同プロジェクトの背景や成果について話をうかがった(聞き手:IoTNEWS代表 小泉耕二)。
「多品種少量生産」ならではの課題
IoTNEWS 小泉耕二(以下、小泉): 「ID TRACKING PLUS」を開発した背景について教えてください。
ヤマザキマザック 石田修一氏(以下、石田): 弊社は2015年に「Mazak iSMART Factory」と銘打ち、スマートファクトリーの取り組みを米国工場にてスタートさせました。愛知県大口町にある本社工場は日本でのスマートファクトリー化の第1号として2017年から稼働しています。そこで構築したソリューションを他工場へ横展開しており、今回は美濃加茂製作所をスマートファクトリーとして刷新し、昨年11月に稼働を開始しました。


石田: 美濃加茂製作所のスマートファクトリー化のポイントは、第一工場と第二工場の生産工程の再編で、これは本社工場にはない課題でした。美濃加茂製作所ではこれまで、それぞれが部品加工と完成品の組立を一貫して行っていました。第一工場では複合加工機などを、第二工場では中・小型のマシニングセンター(MC)や旋盤を生産していたのです。
しかし今回、二つの工場で一つの製品を一貫生産できるしくみに再編しました。通常ならこれはとても難しいことですが、美濃加茂製作所は第一工場と第二工場のあいだの距離が比較的近い(約1.5キロメートル)こともあり、再編にふみきったのです。
小泉: 物理的に近いとはいえ、やはり別々の場所にあると、大変なことも多いのではないかと想像します。
石田: おっしゃるとおりです。何よりも、加工と組立のラインが別々の工場にありますから、工場間でのモノの流れをきちんと把握できるしくみをつくる必要がありました。そこで開発したのが、物流管理システム「ID TRACKING PLUS」です。RFIDタグを活用して、すべての原材料や仕掛品(以下、「部材」とまとめて表記する) の位置や数量、滞留時間を可視化できるようにしたのです。

石田: これは、美濃加茂製作所に限らない課題でした。大前提として、工作機械メーカーである弊社は多品種少量生産であり、1台の加工設備で数百種に及ぶ部品加工を行っています。多種多様な加工品が工場内を渡り歩きますので、短納期を実現するには、非常にこまかい工程管理が必要になるのです。
設備機械における可視化は「Smooth Monitor(スムース モニター) AX」という弊社のツールを使ってすでに行っていました。しかし、物流の管理についてはまだまだ属人的な方法に頼らざるをえない状況でした。そこで、美濃加茂製作所の再編をきっかけに、新たな物流管理のIoTソリューションを構築できれば、弊社の他工場のみならず、同じ課題をかかえるお客様に対しても、改善例のご提案になるのではないかと考えたのです。
実際に、今回開発したシステムを使ってモノの流れを可視化することで、意外な場所での滞留や、現場任せであった部材の移動経路やタイミングなどが見えてきました。見えないものは改善することができません。ただ、これまではそうした実態が非常に見えづらかったのです。
試行錯誤で確立した、RFID×可視化のノウハウ
小泉: RFIDタグは、すべての部材につけているのですか。
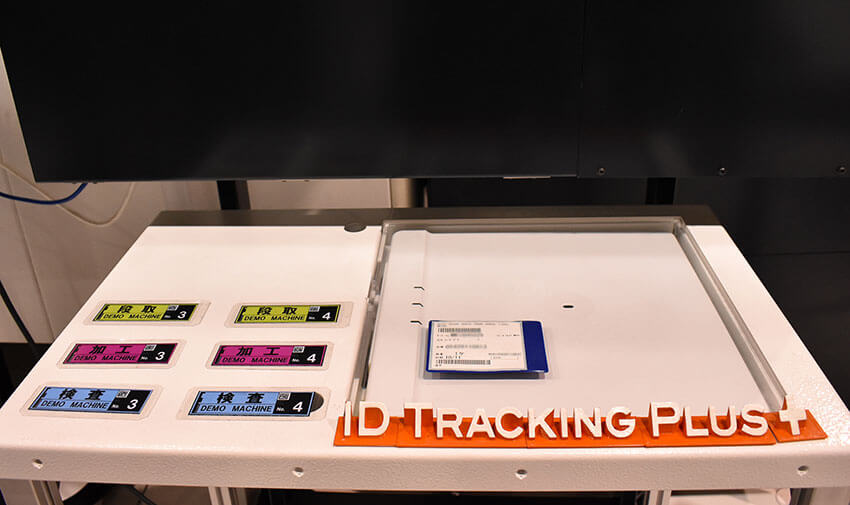
石田: 加工ライン(第二工場)の場合は、部材を運ぶパレットにつけています。パレットに乗らない大きなものには直接付けます。そしてこのRFIDタグが工場間の輸送管理まで一貫して使われます。一方、組立ライン(第一工場)では、部材すべてにRFIDタグをつけて管理しています。
小泉: RFIDタグを部材に一つ一つ貼っていくのは、簡単な作業ではないですよね。
石田: それについては問題ありませんでした。これまでも、作業者がその部材が何なのかを識別するために、品番や品名の書かれた現品票を使っていましたから。RFIDタグはそこにうめこむだけでよいので、手間は増えていません。
ただ、RFIDタグは金属と干渉して読み取りができなくなってしまうという問題があります。そのため、弊社のように金属部品を多用する工場で使うのは本来難しいのですが、私たちはその技術的課題も、何とかクリアすることができました。



小泉: すごいですね。元々、そういうノウハウをお持ちだったわけではないですよね。
石田: かなり試行錯誤しました。ここにいる三名のメンバーががんばってくれました。
ヤマザキマザック 藤木周平氏(以下、藤木): 想像していた以上に苦労しました。RFIDを読み取りにくいケースが見つかるたびに、現場と協力して、重点的に色々な検証を繰り返していきました。
小泉: 今後、他の工場に展開する場合にも 、そうしたノウハウが活きていきそうですね。
藤木: はい。それは非常に活用できる部分だと思います。
石田: 加工や検査などの進捗管理はこれまでも行っていました。社内開発した進捗管理システムを使って、作業者がシステムに「開始」「完了」と手入力するのです。ただ、そうした人の報告と実際のモノ(部材)の動きはきちんと結びついていないという問題がありました。
つまり、作業者が入力を忘れたり、間違えたりすると、現実の部材とシステム上の情報が一致しないわけです。そこで今回、部材自体に取り付けたRFIDタグを情報入力のキーとすることで、部材と情報がしっかりひもづくようになりました。


現場の期待値を超え続ける、「MotionBoard」の効果
小泉: 少しこまかい話になりますが、これまでは必要な部材がどこにあるのかわからない、という状況があったのでしょうか。
石田: はい。たとえば、倉庫の担当者が部品をまちがって別の台車へのせてしまったり、組立ラインの担当者が台車から部品をとりまちがえたりすることが実際にありました。すると、後工程の担当者は、部材の行方を探し回らないといけません。
ヤマザキマザック 長谷川雄基氏(以下、長谷川): 工場ではたくさんの台車が使われています。個別に所在管理をしていたわけではないので、気が付いたら本来の目的とは異なる使い方と場所で見つかることがありました。台車は会社の大事な資産です。資産管理の適正化という目的でも、「ID TRACKING PLUS」は活用できるのです。

小泉: 「ID TRACKING PLUS」のシステム開発には、ウイングアーク1stの「MotionBoard」を活用しているそうですね。みなさんが実際に可視化ツールをつくっているのですか?
長谷川: はい。とてもつくりやすいですよ。
小泉: どのようにつくりやすいものなのでしょうか。
長谷川: フルプログラミングする必要のないところがいいですね。GUI(グラフィカル・ユーザ・インターフェース)の操作だけで色々な検索画面やボードが簡単につくれます。
ツールを使っている現場から、「こういうデータの見方はできないか」、「こういうデータは集計できないか」といった要望が毎日のようにあがってきます。「MotionBoard」は、そうした要望にスムースに対応できます。
ヤマザキマザック 植松慎平氏(以下、植松): これまでは、現場要望の対応に時間がかかっていました。しかし、私たちが要望に対してすぐに応えられるようになったものですから、現場からの改善要望がものすごく加速してきました。
石田: 現場は、「お願いすれば実現する」と思ってくれています(笑)。
小泉: それはすばらしいことですね。もちろん、みなさんのように対応されている方は大変だと思いますが…(笑)。
長谷川: あと、「MotionBoard」は見た目の品質がとてもいいですね。
石田: そこはとても重要なポイントです。弊社にはデザインを大事にする文化があります。今回のツールについても、自分たちが使うだけであれば、最低限の機能的要素を満たしていればいいわけですが、工場見学に来ていただくお客様の目にも触れる以上、それにふさわしい意匠性をそなえていることが重要です。


現場の声から、次々と新たなツールが生まれている
小泉: 他には、どのようなツールをつくられているのでしょうか。
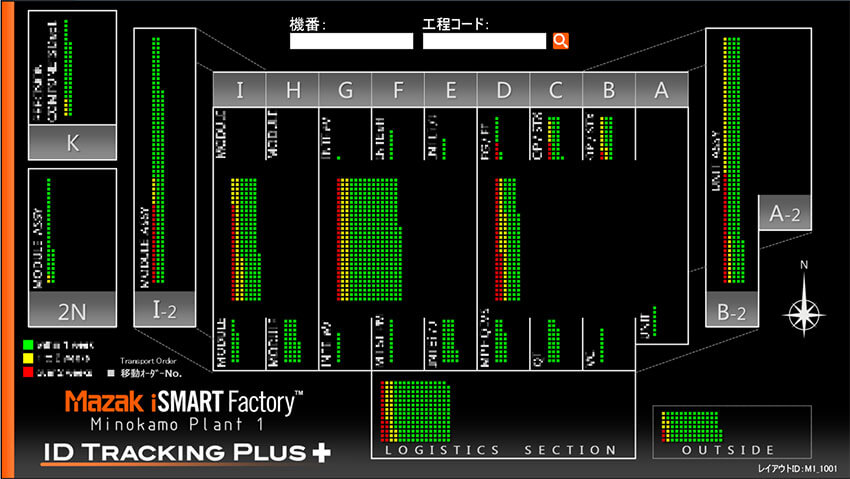
植松: 工場間の輸送管理を行うツールが一つです。新しくなった美濃加茂製作所では、第二工場でつくった部材をトラックで運び、1.5 kmほど離れた第一工場へと届けます。このとき、RFIDタグで出荷情報をとっていますから、第一工場の担当者は、ほしい部品が今どこにあるのかが、パソコンやタブレットの管理画面を見ればわかるのです。これまでは、工場の担当者が電話やメールで確認していましたが、その必要がなくなりました。


長谷川: また、応用編として部材の移動と滞留履歴が追えるようなツールもつくっています。出庫から台車での運搬、組立までの履歴情報を分析することで、搬送先や経路の最適化を行い、物流全般の効率化に役立てられます。
石田: あとは、意外と現場に好評なツールが、RFIDタグを探す機能です。専用のハンディターミナルをかざすと、自分が探しているRFIDタグが近くにあれば、画面上で反応するというものです。台車にはたくさんの部品が積まれていて、たまに作業者が見落として「部品が無い」と勘違いすることがあります。そんな時はこの機能を使えば、簡単に目的の部品を見つけだせます。
小泉: そうした様々なツールは、初めからイメージして設計されていたのですか?
長谷川: 想定通りのものが多いですが、あとから「こういう視点もあるんだ」と気づき、新たに開発したケースもあります。繰り返しになりますが、現場から出てきた要望にスムースに対応できるので、さらに現場から要望があがってくるという好循環が生まれています。そうして、次々と新しいツールが生まれているのです。


石田: 「ID TRACKING PLUS」の導入により、部材を探すためにかかる時間を大幅に短縮しました。今回の美濃加茂製作所の再編は、生産性を5割向上させることを目標としています。「ID TRACKING PLUS 」の導入は、この目標達成に向けた生産改善にかなり大きく寄与しています。もちろん、システムだけではなく、現場レベルでのカイゼンも含めてですが。今後は、RFIDから収集したデータを集計・分析して、新たな付加価値を生み出していこうと考えています。
たとえば、組立ラインでは、使い終わった部材のRFIDタグは捨てるのではなく、「使った順番ごと」にスキャンしてデータを残していく。このデータから実現場における「組付け手順」の検証や工程改善ができるし、組立て易い製品設計へ活かすことも可能だと思います。とくに試作は組立手順も試行錯誤しながらですから、生産現場と開発担当者がそういうデータをもとに協力し合って、より良い製品開発に貢献できるような取り組みも行っています。
小泉: 美濃加茂製作所で開発した「ID TRACKING PLUS」のソリューションは、他の工場にも横展開していくのですね。
石田: はい。順次、他工場へ横展開を進めます。「Mazak iSMART Factory」を通じて、お客様に新しい工場のあり方をご提案していく予定です。
小泉: 本日は貴重なお話、ありがとうございました。
同社の取り組みについては、ウイングアーク1st株式会社の事例ページにも掲載されています。ぜひご覧ください(リンクはこちら)。