



製造業において、品質管理は企業の信頼と競争力を左右する生命線です。
しかし、現代の製造現場は、複雑化するサプライチェーン、多様化する顧客ニーズ、そして熟練工の不足といった多くの課題に直面しており、従来の品質管理手法だけでは対応しきれない場面が増えています。
関連記事:サプライチェーンについて詳しく知りたい方はこちらの記事も参考にしてください。
サプライチェーンとは?定義や主な構成要素とそれぞれの役割から、業界別の具体例まで徹底解説
現在、多くの製造現場では、以下のような品質管理の課題を抱えています。
- 属人化された検査体制による品質のばらつき: 検査員の経験や感覚に頼った品質チェックは、人による誤差を生み、品質の均一性を保つのが難しい原因となります。特に熟練工の引退が進む中、この問題はさらに深刻化しています。
- 不良品発生後の手戻りによるコスト増大: 不良品が工程の後半や出荷後に発見されると、再生産、廃棄、回収、そして顧客からの信頼失墜といった形で甚大なコストが発生します。問題発覚から原因特定、対策までにかかる時間も大きな負担です。
- 品質データの収集・分析に時間がかかり、迅速な意思決定が困難: 現場で発生する品質に関するデータは膨大ですが、紙での記録や手動でのデータ入力、部門間の連携不足などにより、リアルタイムでの集計や分析が困難なケースが多く見られます。これでは、問題の兆候を見逃したり、対策が後手に回ったりする原因となります。
- グローバルサプライチェーンにおける品質維持の難しさ: 部品調達から製造、流通までがグローバルに分散する現代において、サプライチェーン全体の品質を一貫して管理し、問題発生時に迅速に対応することは極めて困難です。
こうした課題に対し、IoTは、品質管理のあり方を根本から変革する可能性を秘めています。
IoTを活用した品質管理の基礎
では、どのように品質管理にIoTを導入し、品質の向上につなげていくのでしょうか。
IoTを活用した品質管理とは、主にセンサーやネットワーク技術を活用し、生産工程や製品、設備の稼働状況から品質に関連するデータを継続的に収集・分析することで、品質の維持・向上、異常の早期発見、そして予防的な対策を可能にする管理手法です。
IoTを活用した品質管理を実現するためには、以下の主要な構成要素が連携して機能する必要があります。

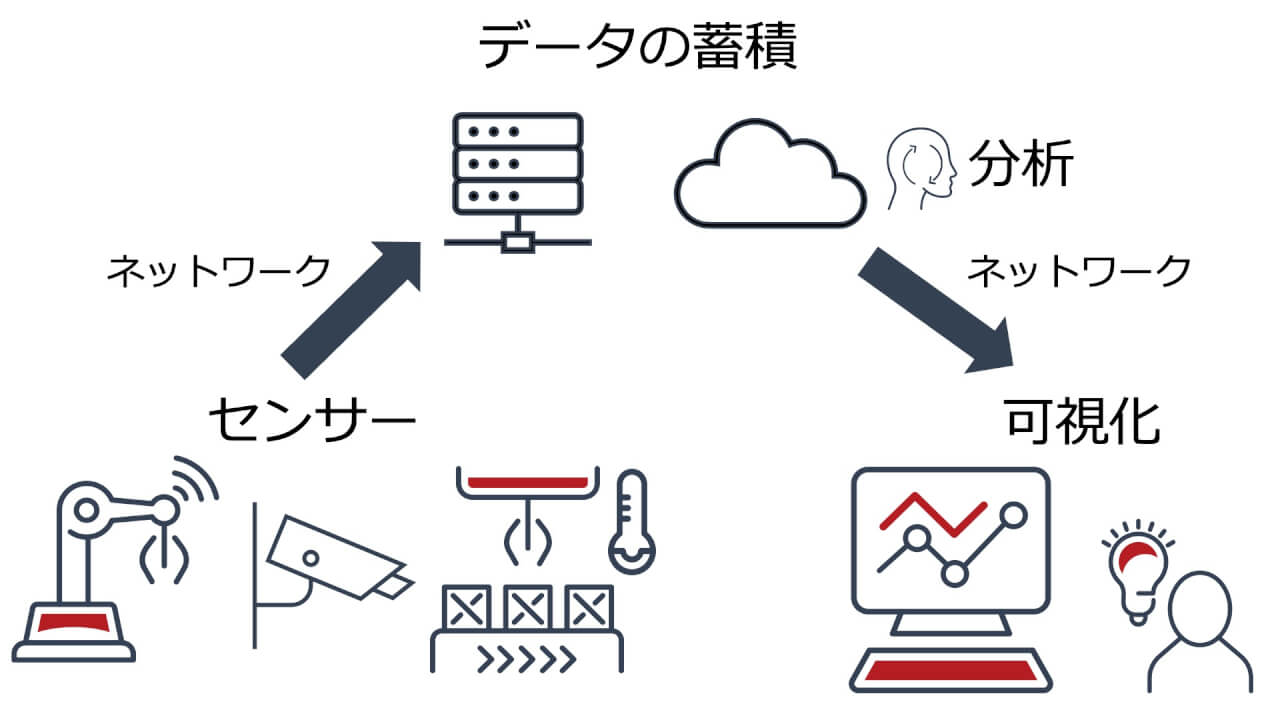
センサー
センサーは、多様な物理情報をデジタルデータに変換する、人の五感のような存在です。
生産ラインのあらゆる箇所に必要なセンサーを設置することで、異常の検知や状態の確認などを実現します。
例えば、温度センサーや湿度センサーを活用することで、部品や製品の保管環境や製造工程中の温度・湿度管理を行ったり、振動センサーや音響センサーにより設備の異常振動や異音を検知し、故障の予兆を捉えたり、画像センサー(カメラ)とAIを組み合わせることで、外観検査や部品の組み付け状態確認、作業員の動作解析などに応用されたりといったことです。
目的に応じて必要なセンサーを設置します。
センサーについて詳しく知りたい方は、こちらの記事も参考にしてください。
センサー ーDXキーワードテスト
ネットワーク
センサーで収集された膨大なデータは、適切なネットワークを介して中央システムやクラウドへと送られます。
通信規格の選定には、データの量、リアルタイム性、敷地面積、電源供給、セキュリティ、コスト効率などを考慮する必要があります。
例えば、安定した高速通信が必要な固定設備であれば有線LAN、手軽に広範囲の敷地でデータ取得をしたい場合は無線LAN、工場内の複雑なシステム連携やリアルタイム制御を行いたい場合は5G、広大な工場敷地内や、電池駆動で長期間運用したい場合はLPWAというように、状況に応じた適切な通信を選択します。
また、データをどのように梱包し、どのような手順で送り、どう解釈されるかなどのルールを定めた「通信プロトコル」に関しても、ここで考える必要があります。
関連記事:IoTで活用する通信の基本について詳しくしたい方は、こちらの記事も参考にしてください。
【初心者向け】IoT通信の仕組みを徹底解剖!基本の仕組みから、用途別比較や7つの重要指標などを分かりやすく解説
IoT通信の裏側を支える「プロトコル」とは?OSI参照モデルとスマート工場事例で徹底解説
データ収集・蓄積
データを収集したら、整理して保存する場所が必要となります。多種多様なセンサーから送られてくる大量のデータを効率的に集め、保存するための基盤が必要です。
また、ただ単に蓄積しておくのではなく、そのデータを分析しやすい形に「整理」し、ノイズを除去したりする「前処理」をする基盤を準備することも重要です。
この基盤は、大きく分けて「オンプレミス」と「クラウド」の二つの形態があります。
オンプレミスは、自社でサーバー、ストレージ、ネットワーク機器などのITインフラを物理的に購入し、自社の工場内やデータセンターなど、敷地内に設置して運用する形態です。
データとシステムが自社の管理下に完全に置かれるため、セキュリティポリシーを自由に設定・管理でき、外部からのアクセスを制限できるほか、システムの挙動やデータの流れを詳細に把握し、トラブル発生時の原因特定や対応を迅速に行える点が主なメリットとなります。
また、オンプレミスは通常自社内の閉域ネットワークで運用されるため、インターネットの混雑状況や外部ネットワークの障害に左右されず、安定した通信速度と低遅延を維持しやすいのが特徴です。
しかし、サーバー、ストレージ、ネットワーク機器といったハードウェアの購入費、設置工事費、ソフトウェアライセンス費など、導入に多大な初期投資が必要なことが欠点です。
運用開始後も、電力費、冷却費、設置スペース費、そして専門知識を持つIT人材の人件費など、継続的な維持・管理コストがかかります。加えて、ハードウェアの老朽化による定期的な買い替え費用も発生します。
そこで、自社ではない企業が所有・管理するデータセンターのITインフラを、インターネット経由で「サービス」として利用するのがクラウドです。
物理的なハードウェアを購入する必要がないため、初期投資を削減できるほか、利用した分だけ料金を支払う従量課金制が一般的なため、予算の予測がしやすくなります。維持・管理コストもサービス利用料に含まれるため、自社での運用負荷が軽減されます。
一方、提供されるサービスやプラットフォームの範囲内で利用するため、オンプレミスほど自由なカスタマイズはできません。特定のレガシーシステムや、極めて特殊な要件には対応が難しい場合があります。
また、データが自社管理外のデータセンターに置かれるため、情報の機密性やプライバシーに関して懸念を持つ企業もあります。プロバイダーのセキュリティ対策やデータ所在地に関するポリシーを十分に確認する必要があります。
クラウドについて詳しく知りたい方は、こちらの記事も参考にしてください。
クラウド ーDXキーワードテスト
また、センサーに近い場所(生産現場の「エッジ」)でデータを一次処理し、必要なデータだけをクラウドに送るという、オンプレミスとクラウドのハイブリッド的な「エッジコンピューティング」というものもあります。
エッジでの処理を行うため、セキュリティとプライバシーの強化や、オフライン環境や不安定な接続下での運用継続性などのメリットがあります。
しかし、エッジコンピューティングにもハードウェアなどの初期導入コストがかかる点や、システム設計や運用管理、セキュリティ対策の複雑性、データの全体像把握の難しさなどの課題があります。
そのため、自社の予算、運用体制、セキュリティ要件、ビジネス目標と照らし合わせ、自社にあった基盤を構築することが重要です。
エッジコンピューティングについて詳しく知りたい方は、こちらの記事も参考にしてください。
エッジコンピューティング ーDXキーワードテスト
データ分析・可視化
データの分析や可視化は、収集して蓄積されたデータから「意味を見出す」という重要なフェーズです。
収集・蓄積された生データは、そのままでは意味を持ちません。これらを解析し、異常を検知したり、傾向を可視化したりするシステムが必要です。
以下は、データの分析や可視化を行うための、主な要素技術やツールです。
AI・機械学習
過去の正常データから学習し、異常なパターンを自動で認識したり、品質の変動を予測したりします。
データ分析ツール
統計解析や時系列分析を用いて、品質不良の原因特定や改善点を発見します。
ダッシュボード
リアルタイムで収集されるデータをグラフやメーターなどで視覚的に表示し、生産ラインの状況や品質の健全性を一目で把握できるようにします。
異常発生時には、アラートや警告表示でオペレーターに迅速に通知します。
このように、多様な物理情報をデジタルデータに変換して適切なネットワークでデータを収集・蓄積し、分析や可視化を行うことで、IoTを活用した品質管理を実現していきます。
品質管理にIoTを導入することによる具体的な効果
次に、品質管理にIoTを導入することで得られる主な効果を紹介します。
不良率の削減
センサーが設備や製品の異常を即座に検知し、オペレーターにアラートを発することができれば、問題が拡大する前に対応できます。
これにより、不良品が量産されることを防ぎ、手戻り作業を最小限に抑えられます。
また、異常が発生したのはいつで、どこで、どのような状況で発生したかといった詳細なリアルタイムデータを自動で記録されるようにしておけば、原因究明のプロセスをスピードアップすることができます。これにより、根本原因を特定し、再発防止策を講じることが可能になります。
不良品が市場に流出するリスクを低減させることができれば、製品に対する顧客からの信頼を維持・向上させ、ブランドイメージの棄損を防ぐことができます。
これは、長期的な事業成長においても重要な視点です。
生産性・稼働率の向上
品質の安定は、そのまま生産ラインの効率化に繋がり、結果として全体の生産性と稼働率を押し上げることができるでしょう。
設備の異常振動や温度変化などから故障の兆候を早期に検知し、本格的なトラブルが発生する前に計画的なメンテナンスを実施することができれば、突発的な設備停止(ダウンタイム)を減らし、生産ラインの稼働率を最大化することができます。
また、不良品の発生が減ることで、検査、選別、再加工といった手戻り作業が削減されます。これにより、作業員の負担が軽減され、本来の生産活動に集中できるため、全体の効率が向上します。
さらに、従来の目視検査や手作業によるデータ記録の必要性が減ることで、検査工程の省人化・自動化が進み、人件費の最適化に貢献します。
コスト削減への貢献
不良率の削減と生産性の向上は、最終的に企業のコスト構造に良い影響を与えます。
生産過程で発生する不良品が減れば、原材料費、加工費、廃棄にかかる費用など、直接的なコストが削減されます。
また、人手による検査をIoTセンサーやAIが代替することで、人件費だけでなく、検査にかかる時間や労力も削減されるでしょう。
さらに、高品質な製品を安定して供給できるようになることで、製品の欠陥による保証対応費用や、大規模なリコールが発生するリスクを低減することができます。
トレーサビリティの強化
各製品がいつ、どの設備で、どのような環境下で、どのような品質データを持って製造されたかを詳細に記録することで、製品の「品質カルテ」とも言える情報が構築されます。
これにより、特定のロットや製品で問題が発生した場合でも、蓄積されたデータから、その問題がどの工程の、どのタイミングで発生したのかを特定できます。
また、対象となる製品の範囲を限定することができ、効率的な対応が可能になります。
IoT導入ステップと成功のポイント
本章では、上述した効果を実際に得るため、IoT導入の具体的なステップと成功のポイントについて詳しく解説します。
導入計画の立案
まずは、漠然とした「導入したい」という思いを具体的な計画に落とし込みます。
対象となる工程・設備・監視項目を特定するために、「自社の生産ラインで、どの工程の品質課題が最も深刻か?」「どの設備のデータが品質に大きな影響を与えるか?」「温度、振動、画像など、具体的に何をモニタリングするのか?」といった問いを立てます。
まずは成果が出やすいボトルネックとなっている部分や、不良品発生が多い工程からスモールスタートで始めることも有効です。
IoTを導入する工程が決まったら、「不良率を〇%削減する」「設備稼働率を〇%向上させる」といった具体的な目標を設定します。
この目標達成度を測るためのKPIを明確にすることで、導入効果を客観的に評価し、次の改善につなげることができます。
適切なIoTデバイス・ソリューションの選定
市場には、多種多様なIoTデバイスやソリューションが存在するため、自社のニーズに合った適切なものを選ぶ必要があります。
まずは、必要なデータを正確に取得できるセンサーを選びましょう。耐久性や設置のしやすさも考慮します。
また、工場内のネットワーク環境やデータの送受信量に応じて、Wi-Fi、LPWA、ローカル5Gなど、最適な通信規格を選びます。
収集したデータを格納し、分析するIoTプラットフォームは、既存システムとの連携性、拡張性、セキュリティ、使いやすさなどを総合的に評価することが求められます。
また、生産管理システム(MES)や基幹システム(ERP)など、既存のITシステムとの連携がスムーズに行えるかを確認することも重要です。
データの一元化することにより、さらに大きな価値を生み出せる可能性が広がります。
関連記事:製造業で活用するシステムの基本について知りたい方は、こちらの記事も参考にしてください。
生産管理システムとは?導入プロセスやメリットをわかりやすく解説
MES(製造実行システム)とは?機能や導入ステップ、課題などをわかりやすく説明
データ収集・分析基盤の構築
次に、適切なデータの収集・分析基盤を構築する必要があります。
例えば、リアルタイム性が求められる制御や緊急性の高いアラートには、現場に近い場所でデータを処理するエッジコンピューティングが適しているでしょう。
また、大量のデータを長期的に蓄積し、複雑な分析や機械学習を行う場合は、柔軟な拡張性を持つクラウドプラットフォームが有効です。
なお、前述したように、エッジとクラウドの両方を組み合わせる「ハイブリッド型」も一般的です。
さらに、AI・機械学習による異常検知モデルの構築も検討しましょう。収集した生データから意味のあるパターンを抽出し、異常を自動的に検知するためには、AIや機械学習の活用が必要となります。
過去の正常データや異常データを学習させることで、精度の高い予測・検知モデルを構築できます。
この際、自社内に専門家がいない場合、外部の企業と連携することも検討します。
運用・改善サイクルの確立
IoTは、導入して終わりではなく、継続的な運用と改善を行うことで成果につながっていきます。
例えば、リアルタイムで表示されるダッシュボードを日次・週次で確認し、品質のトレンドや異常発生状況を評価することは有効でしょう。
得られた知見を基に、生産条件の最適化や設備のメンテナンス計画の見直しなど、具体的な改善活動につなげます。
また、新しいシステムを導入しても、現場のオペレーターが使いこなせなければ意味がありません。
そこで、システムの使い方に加え、リアルタイムデータがなぜ重要なのか、自分たちの仕事にどう役立つのかを理解してもらうための教育と、継続的なサポートが必要となります。
時には現場の声を吸い上げ、システムを改善していく姿勢も大切です。
熟練技術の継承と品質安定化を実現したAI異音検査システム導入事例
ある自動車工場では、出荷前に行われる異音検査に課題を抱えていました。
この検査は、熟練の検査員が車の走行中に発生する微細な「音」を聞き分ける官能検査であるため、個人の聴力や経験に大きく依存する属人性の高い工程でした。
将来的な検査員の高齢化による聴力の衰えや個人差が避けられないことから、品質の均一性を維持し、検査業務を安定させるための新たな解決策が求められていました。
この課題に対し、工場は音に特化したAI分析ソリューションを持つIT企業と共同で、人の聴覚特性を模倣したAIを活用した異音検査システムを開発し、導入しました。
両者はこのシステムを開発するにあたり、検査走行中の車内から収集した音データを人の聴覚特性に基づいて分類・分析し、約1万個以上の特徴量を抽出することで、熟練検査員の「異音」判定基準を学習したAIモデルを構築しました。
さらに、対象となる音源に合わせて最適な集音マイクを選定したり、検査で得られる音データをデータベースとして効率的に管理したりするなど、実際の製造ラインの環境に合わせた細やかなカスタマイズが施されました。
こうして開発されたAI異音検査システムは、完成車の最終検査工程の一つである「走行中の車内異音検査」で活用されています。
このシステムを導入した結果、個人の聴力や経験に左右されていた異音検査が、AIによって客観的かつ均一に行えるようになり、検査品質のばらつきが解消されました。
また、異音を聞き分けるという検査員の耳への負担や、凹凸のある検査路面を運転する際の身体的な負担から解放されました。
そして、熟練検査員の持つ「音を聞き分ける」という高度な官能技術がAIモデルとして蓄積され、システムに組み込まれたことで、将来にわたる技術の継承が可能となりました。
今回の成功実績を基に、この工場では今後、このAI異音検査システムを他の検査工程にも展開していくことを検討しており、さらなる品質管理の高度化と効率化を目指しているそうです。
まとめ
本記事では、製造業における品質管理の現状課題から、IoTを活用した具体的な仕組み、そして導入によって得られる多岐にわたる効果、さらには成功のための導入ステップと実際の事例について解説してきました。
現代の製造業は、グローバル競争の激化、熟練技術者の不足、顧客ニーズの多様化といった複雑な課題に直面しています。
こうした状況下で、従来の品質管理手法だけでは、持続的な成長を実現することは困難になりつつあります。
この解決策のひとつがIoTであり、単に不良品を減らすだけでなく、生産性向上、コスト削減、そして最終的には企業の競争力強化につながる可能性も秘めています。