2019年6月5日~7日、東京ビッグサイトにてスマートファクトリーJapan2019が開催され、その中で「インダストリアル・バリューチェーン・イニシアティブが目指す日本版ものづくり改革―「ゆるやかな標準」でつなげる第4次産業革命への挑戦―」と題された講演会が開かれた。
インタストリアル・バリューチェーン・イニシアティブ(IVI)は、日本機械学会生産システム部門の「つながる工場」分科会を母体として2015年に設立した団体だ。
IVIは製造業に関わる人・モノ・コトがデジタルによってつながる「つながる工場」の実現を目指し、複数の企業が協調して、ものづくりとITのしくみを考えることを目的としている。
今回の講演は、IVIの活動の柱である「業務シナリオ・ワーキング・グループ」から事例の発表と、先進研究分科会からの報告によって構成されていた。この記事では業務シナリオの事例をお伝えする。
業務シナリオとは、それぞれの企業において共通していると思われる現状や課題、解決手段、目指す姿を示したもの。
今回の講演で発表された4つの事例は、現時点でのあるがままの姿=「AS-IS」をまず明示し、それに対してあるべき姿=「TO-BE」を描く、というラインに沿って組み立てられていた。
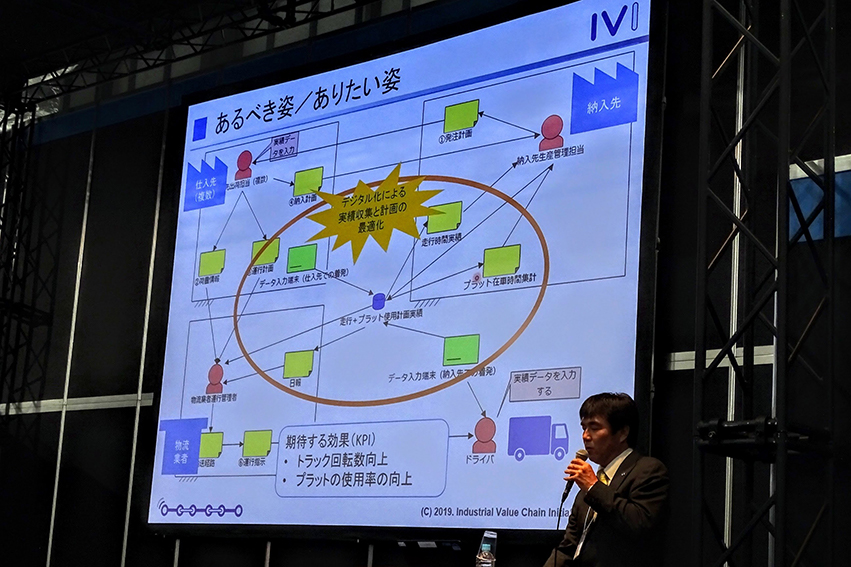
トラックドライバー不足に対応するシナリオ
このシナリオにおいてマツダ・奥屋氏が明示した「AS-IS」は、走行時間や荷下ろしにかかる時間を正確に把握できていないこと。ドライバー不足の現状において、トラックの走行効率を上げることが解決策の一つであるが、そのためには走行時間の適正な把握が必要となる。
この「AS-IS」に対する「TO-BE」は、トラックにGPSを装着し走行時間等を把握し、収集した情報を元に適切な走行計画を立てることだ。
実際にGPSを使用した実証実験では、収集したデータから無駄な待機時間の削減に成功し、個々のドライバーの働き方に合わせた走行計画を立案することができたという。
マツダ・奥屋氏は実証実験について「トラックの台数削減にはつながらなかったが、ドライバー勤務時間の短縮、物流費の削減などは実現できた」とまとめた。
ロボット運用を簡易化するシナリオ
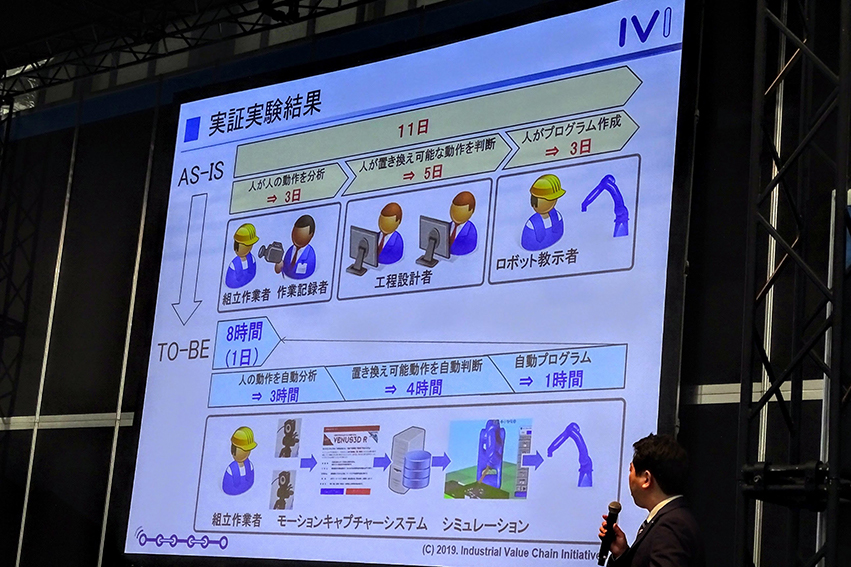
ここでの「AS-IS」は、人が人の作業分析をしてロボット化できることを探索していること。これに対してパナソニック・西村氏はモーションキャプチャーによって人の動作を分析し、ロボットに置き換え可能な作業を判定、ロボットプログラムを自動生成するという「TO-BE」を提唱した。
実証実験の結果では「AS-IS」、つまり人による動作分析がプログラム作成を終えるまで11日かかっていた工程を、「TO-BE」、モーションキャプチャーによる作成に置き換えることで8時間に短縮できることが分かった。
パナソニック・西村氏は「指先動作まで含めた作業の自動置き換えが可能なのか、検証が必要だ。課題解決に向け検証を継続する。」と述べた。
センサーデータの活用によるシナリオ

ミスズ工業・吉川氏が「AS-IS」として挙げたのは①プロファイルグラインダー(パンチ加工)における手動削り時間の作業員ごとのばらつき②プレス(1分間150~300ショット)時に膨大な打痕不良が発生する可能性の2点である。
この2点の「AS-IS」に対する「TO-BE」はAE波(材料が変形あるいは亀裂が発生する際に、材料に蓄えられていたひずみエネルギーを弾性波として放出する現象)を検知するセンサーを利用することだ。
①では目詰まり除去直後の刃物と、目詰まりした刃物で切断時のAE波の差異を見出し、AIによって作業のばらつきの主要因である目詰まり除去のタイミングを検知する。
②では正常パンチと欠損パンチでプレス時のAE波、振動の差異を見出し、AIでパンチの欠損を検知することで打痕不良を防ぐ。
ミスズ工業・吉川氏は「刃物の目詰まり除去検知、パンチのリアルタイム欠損検知はともに閾値の最適化が課題となっている。様々な製造工場での実績実証事例を集積していくことが重要だ。」と今後を語った。
IoTの継続的活用につながるシナリオ
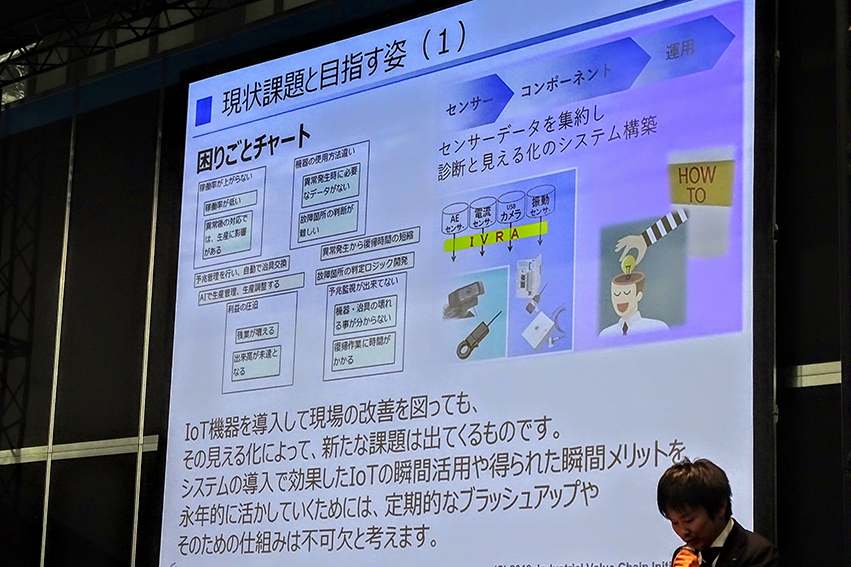
CKDでは溶接加工においてセンサーデータを集約し、診断と見える化のシステムを構築したものの、効果は瞬間的なものに留まっていた。
CKD・丹羽氏はこの状況を「AS-IS」とした上で、IoTの瞬間活用や縛られた瞬間メリットを永年的に活かし、定期的にブラッシュアップや仕組みづくりができる状態を「TO-DO」と定めた。
実証実験においてはインプット(商品寸法、材料データ)とアウトプットの紐づけデータ作成と統計手法にもとづく分析、SuaKIT(ディープランニング・ベースのマシンビジョン向け検査ソフト)の分析を行い、診断情報の確からしさと運用の効果検証を行った。この実験の結果、ブラッシュアップ作業の手順書を作成することなどができたという。
CKD・丹羽氏は「最終目標であったシステムの完成・実装までは至らなかった。要因系の再抽出など、より頼りになるシステムに仕上げていくことが今後の課題となる」と発表を締めくくった。

無料メルマガ会員に登録しませんか?

1986年千葉県生まれ。出版関連会社勤務の後、フリーランスのライターを経て「IoTNEWS」編集部所属。現在、デジタルをビジネスに取り込むことで生まれる価値について研究中。IoTに関する様々な情報を取材し、皆様にお届けいたします。